
























B-6
OPERATION
cUrrent or voltaGe baseD on Dial positions
Values listed in the table are approximate and should be used for
reference only
If a foot pedal is used for TIG welding then the output current can be
adjusted between 10 amps and maximum current determined by the
position of the dial
.035 MiG Wire proceDUres
The optimal welding performance is achieved when using .025 or
.030 Solid MIG wire. If required, the recommended settings for
.035 Solid MIG wire are listed below
.035 FcaW-Gs proceDUres
The machine is capable of FCAW-GS Welding with Lincoln
Electric
®
.035 Outershield
®
71M Wire
The procedures for 100%CO
2
and 75%Ar/25%CO
2
are listed
below
.035 FcaW-Gs proceDUres
The machine is capable of FCAW-GS Welding with Lincoln
Electric
®
.035 Outershield
®
71M Wire
The procedures for 100%CO
2
and 75%Ar/25%CO
2
are listed
below
MEGA FORCE
®
140i MP
®
MATERIAL THICKNESS
WIRE DIA
18 GA
16 GA
14 GA
12 GA
1/8"
3/16"
STEEL MIG 75% AR/25% CO
2
SUPER ARC L-56 (DC+)
0.035
C/3
D/4
E/5
F/6
H/7
J/8
STEEL MIG 100% CO
2
SUPER ARC L-56 (DC+)
0.035
D/4
E/4
F/5
H/6
I/6
J/6
MATERIAL THICKNESS
WIRE DIA
12 GA
1/8"
3/16"
1/4"
5/16"
STEEL FCAW-GS 75% AR/25% CO
2
OUTERSHIELD
®
71M (DC+)
0.035
I/5
J/6.5
J/6.5
J/7
J/7
STEEL FCAW-GS 100% CO
2
OUTERSHIELD
®
71M (DC+)
0.035
H/5
I/6.5
I/6.5
J/7
J/7
MATERIAL THICKNESS
WIRE DIA
18 GA
16 GA
14 GA
12 GA
1/8"
3/16"
1/4"
5/16"
STEEL SELF -SHIELDED NO GAS REQ
NR-211MP (DC-)
0.035
B/2
B/2
C/2
D/3
F/6
G/7
I/8
I/8
Knob Position
A
B
C
D
E
F
G
H
I
J
MIG Volts
13
14
15
16
17
18
19
20
20.5 21.5
STICK Output Current
25
27
30
40
50
60
70
80
85
90
TIG Output Current
10
25
40
55
70
80
95
105 115 120
Содержание Mega Force 140i MP
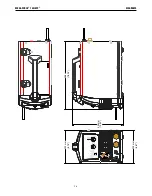
Страница 23: ...F 4 DIAGRAMS MEGA FORCE 140i MP MM MM MM MM ...