




























- 94 -
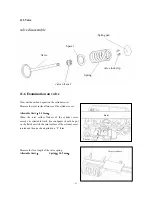
Remove 1/4 of the outer end of valve seat by using the
milling cutter of 20°.
Remove 1/4 of the bottom end of valve seat by using the
milling cutter of 60°.
Take down the milling cutter and examine the place which
is treated.
Grind the valve seat with the milling cutter of 45°to make it
with appropriate width. Make sure to remove all the dints
and uneven parts.
Standard width of valve seat: Inlet: 1.2m
Outlet
:
1.2m
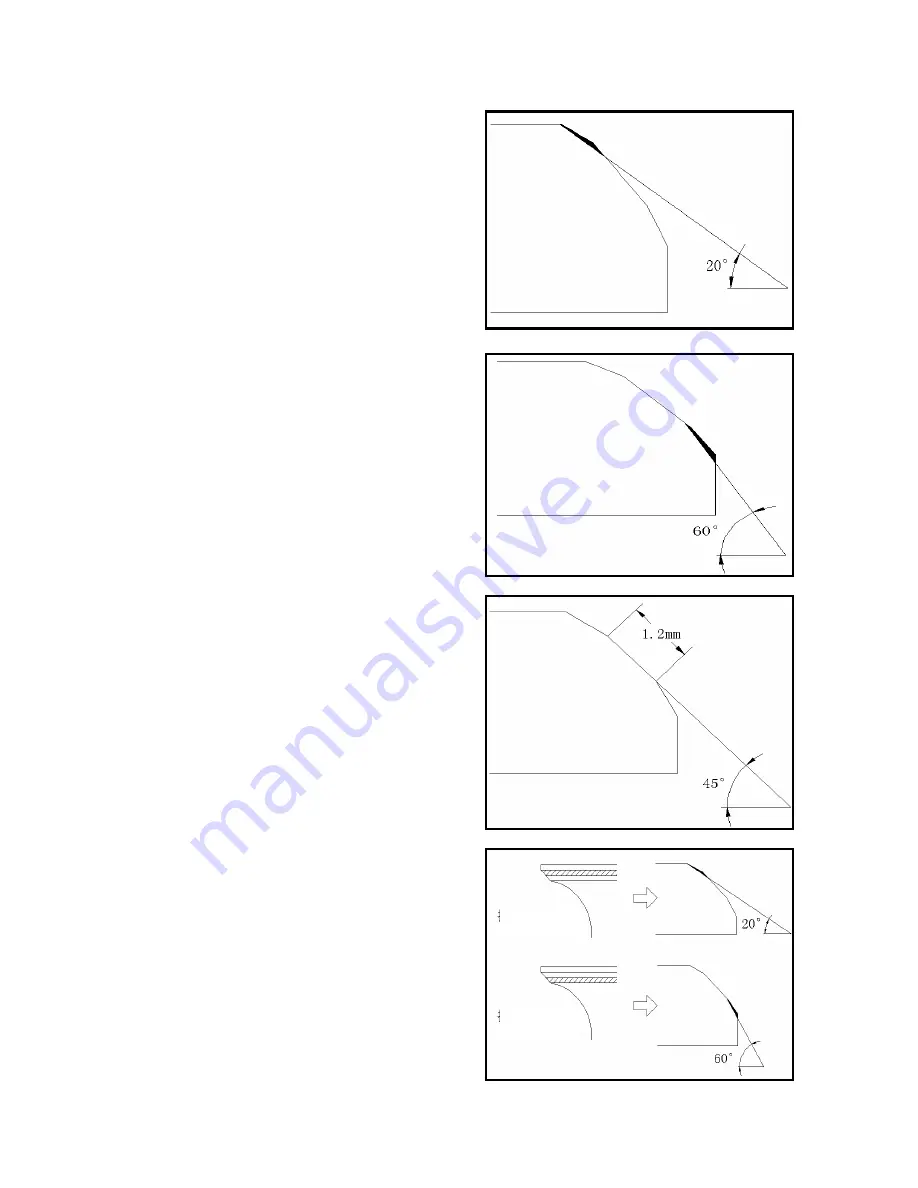
If the contact part is the higher part of valve, use the plain
milling cutter of 20°to lower the valve seat.
If the contact part is the lower part of valve, use the internal
milling cutter of 60°to lower the valve seat.
Use the refining milling cutter of 45°to refine the valve seat
so as to make it fit the required specifications.
After finishing grinding the valve seat, paint the polishing
agent on the valve surface and gently polish the valve.
Contact part
is high
Contact part
is low
Содержание QJ150T-10
Страница 15: ... 14 QJ150 10 ...
Страница 73: ... 72 Rear wheel rear suspension ...
Страница 78: ... 77 Lubrication system figure engine oil strainer oil pump bent axle camshaft piston ...
Страница 87: ... 86 ...
Страница 97: ... 96 ...
Страница 104: ... 103 ...
Страница 113: ... 112 Output axle Middle axle Input axle ...
Страница 116: ... 115 The assembly of bearings and oil seal should use special tools to prevent damage ...
Страница 121: ... 120 Cooling System Diagram thermostat water inlet mouth water outlet pipe water inl et mouth Pump ...
Страница 125: ... 124 Muffler ...
Страница 131: ... 130 ...