





























39
MCTC manual
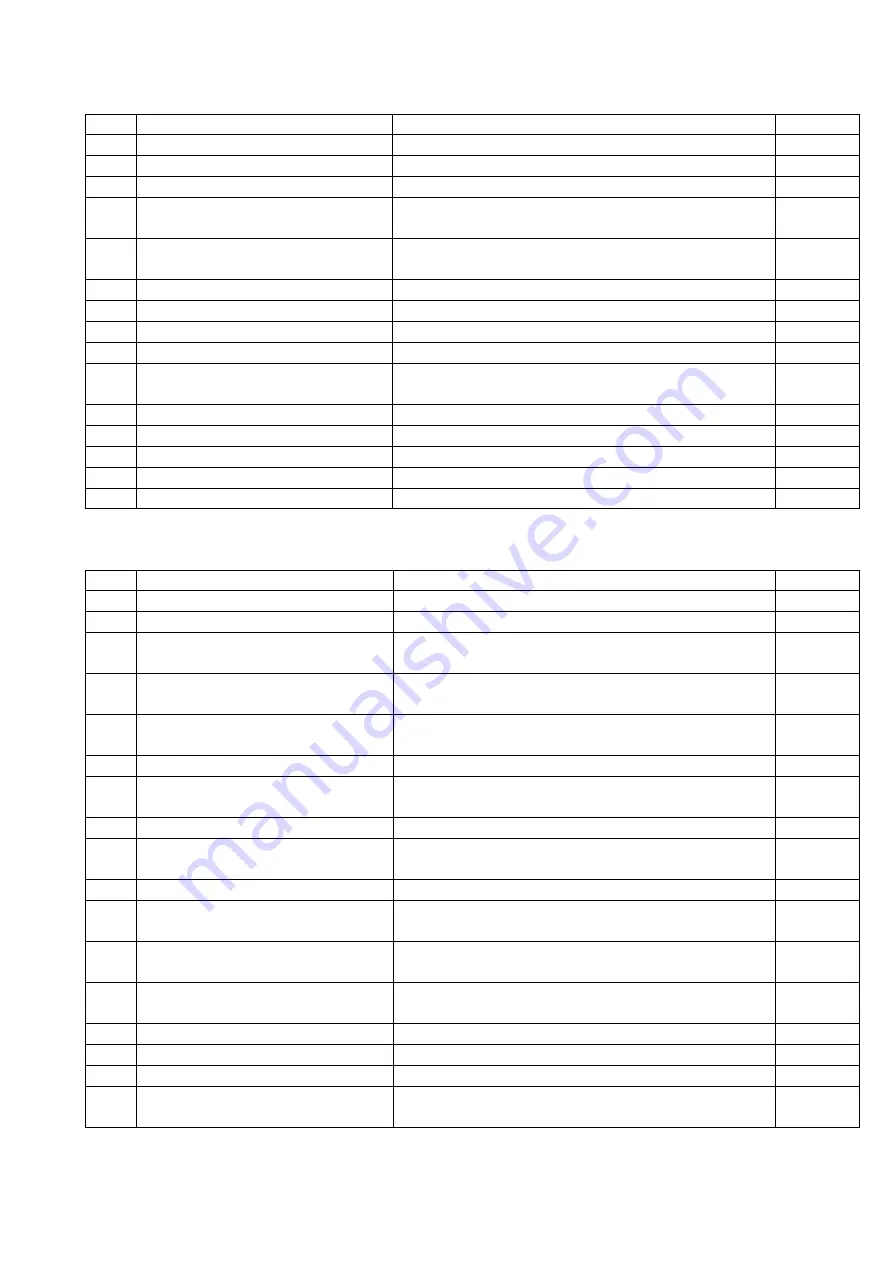
4.6.3
Unit events
Unit events can be set separately for each unit in a group.
Code Event
Description
Default
3001 Minimum motor speed! (<0.1 RPM) Required motor speed is too low
Warning
3002 Max RPM Exceeded
Required motor speed is too high
Warning
3003 CAN bus connection failure
CAN bus communication error
Warning
3004 Motor connection failure!
Short circuit detected!
Motor or cabling short circuit detected
Warning
3005 Motor connection failure!
Open connection detected!
Motor defect or not connected
Warning
3007 Load cell connection failure!
Load cell not connected or defective
Alarm
3008 Door open!
MCHybrid door open during production
Softalarm
3009 Weigh bin not empty
MCHybrid weigh bin not empty at production start
Softalarm
3010 Weigh bin missing
MCHybrid weigh bin not placed, or placed wrong
Alarm
3011 Actual batch weight exceeds
maximum batch weight!
More material is dosed in the weigh bin than allowed
Warning
3012 Emergency button pressed!
MCHybrid emergency button activated (Future use)
Alarm
3013 Pause time exceeded!
MCHybrid paused for more 10 minutes
Alarm
3014 Low mixer
MCHybrid200 mixer empty
Warning
3015 Pellets not loaded
Pellets are not sucked to disk
Alarm
3016 Not calibrated
MCNexus disk is not calibrated
Alarm*
4.6.4
Component events
Component events can be set separately for each component in a unit.
Code Event
Description
Default
4001 Empty level!
Hopper level below empty level
Warning
4002 Low level!
Hopper level below low level
Warning
4003 High high level!
Hopper level above High High level (no RPM
regulation)
Warning
4004 Maximum deviation exceeded!
Deviation between set and act detected based on a
rough weight measurements
Warning
4005 Maximum deviation exceeded!
Deviation between set and act consistently bigger
than deviation alarm setting [default: 25%] based
Warning
4006 Maximum deviation exceeded!
MCHybrid deviation between set and act detected
Warning
4007 Suggested correction to high!
Suggested RPM correction too big, wrong dosing tool,
material rat-holing or hopper empty
Off
4008 Total correction to high
RPM correction too big, wrong dosing tool!
Off
4009 Filling system unable to load
material!
Fill system cannot complete filling within the set time
period
Warning
4010 Slide not closed!
Optional slide not closed
Warning
4011 Calculated dosing weight too small,
component skipped!
MCHybrid component dosing too small, component
skipped for this batch
Warning
4012 Material flow error! Hopper
empty?
MCHybrid component hopper material flow detected,
hopper (almost) empty?
Warning
4013 Minimum valve capacity reached!
Check valve configuration.
MCHybrid component skipped continuously, wrong
dosing valve mounted?
Warning
4014 Hopper Missing
Hopper is removed from unit
Alarm
4015 Pellets Deviated
MCNexus deviation between set and act detected.
Off
4016 Pellets Missing
MCNexus is missing pellets during dosing cycle.
Warning
4017 Filling limiting measurement time!
Time between filling cycles too short, system cannot
measure accurately.
Warning
* This event cannot be configured.







































































