





























B-6
OPERATION
B-6
IDEALARC® DC-400
In this position, the dynamic characteristics of the
machine under welding conditions provide optimum
welding characteristics for Innershield
®
welding, other
open arc processes including short arc MIG welding,
and air carbon arc. Most submerged arc welding can
also be done in this mode.
The CV (Submerged Arc) Mode also produces an
essentially flat output characteristic that can be varied
from approximately 12 to 42 volts. The dynamic
characteristics of the CV Submerged Arc Mode make
possible improved submerged arc welding over that
possible using the Constant Voltage Innershield
Mode. The improvement is most noticeable on high
deposition, slow travel speed welds.
There are no means provided to switch between any
of the modes remotely. Do not change the position of
the MODE SWITCH if output voltage or current is pre-
sent as this may damage the switch.
The CC Mode permits the DC-400 to produce a con-
stant current output characteristic through the range of
60-500 amps with an open circuit voltage of approxi-
mately 57 volts (54V on 50/60 Hz). Stick welding and
TIG are done with this position of the Mode Switch.
ARC FORCE CONTROL DIAL (Effective only in CC
mode)
The ARC FORCE control is calibrated from one to ten.
For most welding, the dial should be set at approxi-
mately midrange, 5-6. Adjustments up or down can
then be made depending on the electrode, proce-
dures, and operator preference. Lower settings will
provide less short circuit current and a softer arc. A
setting that is too low may cause the electrode to stick
in the puddle. Higher settings will provide a higher
short circuit current and a more forceful arc.
Excessive spatter may result if the control setting is
too high. For most TIG welding applications adjust
this control to a minimum for best operating character-
istics.
ARC CONTROL SWITCH (Effective only in CV
FCAW/GMAW mode)
The ARC CONTROL is a tapped switch numbered
from 1 to 5 and changes the pinch effect of the arc.
This control is most useful in processes that utilize a
“shorting” metal transfer and controls the spatter, fluid-
ity, and bead shape. The pinch effect is increased by
turning the control clockwise.
For all applications, a good starting point for the ARC
CONTROL is a midrange dial setting of 3. The control
can be increased or decreased as desired.
OUTPUT TERMINALS SWITCH
The OUTPUT TERMINALS toggle switch on the con-
trol panel labeled “REMOTE - ON” allows the welder
output to be activated remotely or to be always on.
For remote operation, the toggle switch is set in
“REMOTE” position and the welder output will be acti-
vated when 2 and 4 are closed when using a wire-
feeder. For welder output to always be activated, set
the switch to the “ON” position.
110-115V AC and 40-42V AC Auxiliary
Power and Control Connections
14-PIN CONNECTOR
The 14-pin connector receptacle supplies auxiliary
power.
40-42V AC is available at receptacle pins I and K. A
10 amp circuit breaker protects this circuit.
On the Domestic and Export models 110-115V AC is
available at receptacle pins A and J. A 10 amp circuit
breaker protects this circuit. Note that the 40-42V AC
and 110-115V AC circuits are electrically isolated from
each other.
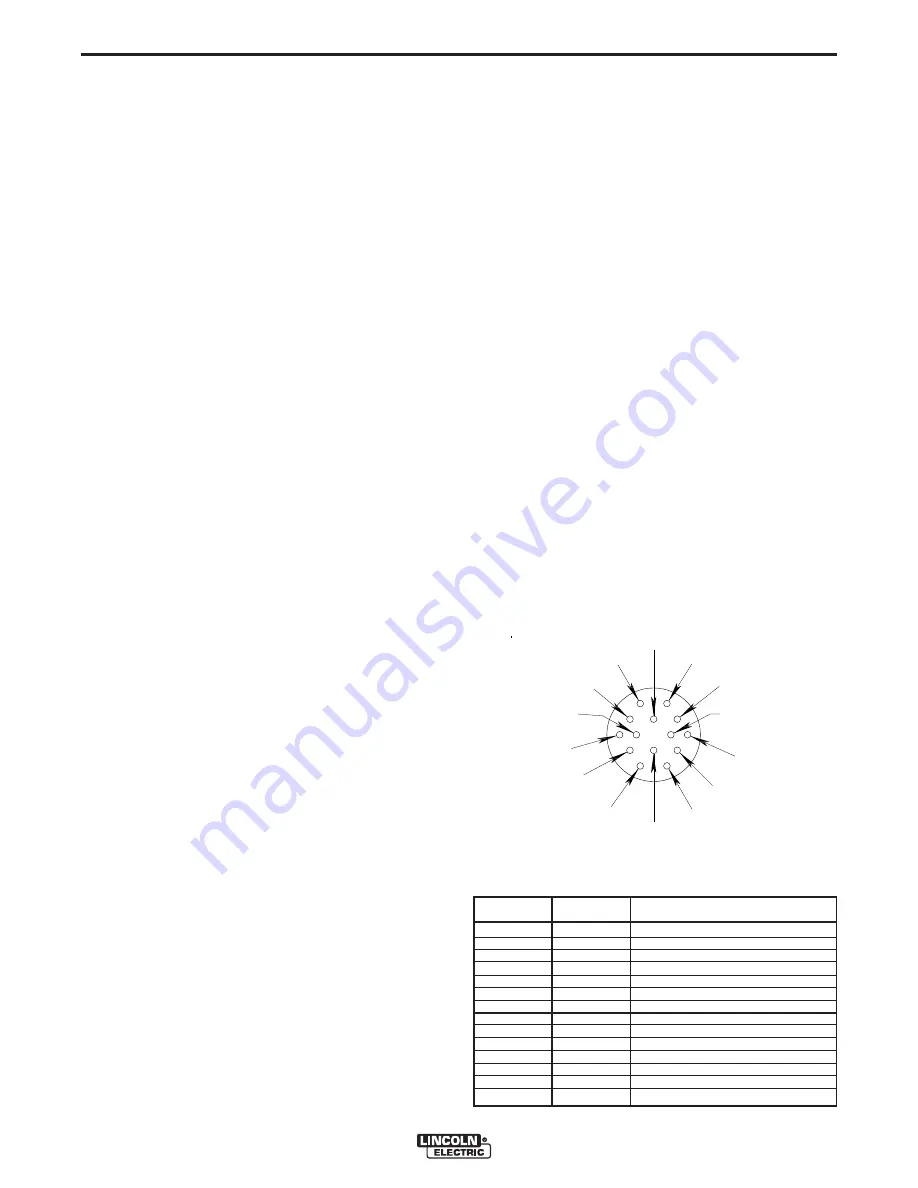
FRONT VIEW OF 14-PIN
CONNECTOR RECEPTACLE
PIN
LEAD NO.
FUNCTION
A
B
C
D
E
F
G
H
I
J
K
L
M
N
32
GND
2
4
77
76
75
21
41
31
42
---
---
---
110 - 115V AC (Domestic & Export)
CHASSIS CONNECTION
TRIGGER CIRCUIT
TRIGGER CIRCUIT
OUTPUT CONTROL
OUTPUT CONTROL
OUTPUT CONTROL
WORK CONNECTION
40-42V AC
110-115V AC (Domestic & Export)
40-42V AC
---
---
---
F=7 6
G=7 5
H=2 1
N = SPA RE
I= 4 1
J= 3 1
K=4 2
A=3 2
B= G N D
C=2
D= 4
E=7 7
L =S P ARE
M =SPA R E
F = 7 6
G = 7 5
H = 2 1
N = S P A R E
I = 4 1
J = 3 1
K = 4 2
A = 3 2
B = G N D
C = 2
D = 4
E = 7 7
L = S P A R E
M = S P A R E
Содержание IDEALARC DC-400
Страница 33: ...F 1 DIAGRAMS F 1 IDEALARC DC 400 ...
Страница 38: ...NOTES IDEALARC DC 400 ...
Страница 39: ...NOTES IDEALARC DC 400 ...







































































