CLAMPEX
®
KTR 125 / KTR 125.1
Operating/Assembly instructions
KTR-N
Sheet:
Edition:
40811 EN
6 of 8
4
Please observe protection
note ISO 16016.
Drawn:
15-09-25 Kb/Jh
Replacing:
KTR-N dated 19.07.12
Verified:
15-10-28 Kb
Replaced by:
Inspect the fit of shaft and hub for the tolerance specified (illustration 3).
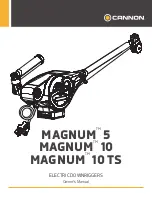
Clean the surfaces of the clamping set marked in illustration 6 as well as of shaft and hub and afterwards ap-
ply thin fluid oil lightly (e. g. Ballistol Universal oil or Klüber Quietsch-Ex).
Illustration 6: Cleaning and lubricating the surfaces (example: CLAMPEX
®
KTR 125)
!
Oils and greases with molybdenum disulphide or other high-pressure additives, additives of
Teflon and silicone as well as internal lubricants reducing the coefficient of friction signifi-
cantly must not be used. When mounting the tapers of the clamping set free from oil the tab-
ular and calculated parameters deviate.
Unscrew the grooved nut (component 3) and insert the clamping set KTR 125 / KTR 125.1 between shaft and
hub.
!
The centering of the hub for KTR 125 must at least be as long as dimension B
1
(see table 1
or 2).
Lightly hand-tighten the grooved nut and align the clamping set with the hub part.
Tighten the grooved nut to the tightening torque T
A
specified in table 1 or 2.
Having reached the tightening torque T
A
secure the grooved nut by means of a locking washer.
During assembly the hub is displaced axially towards the shaft.
STOP
Driving components released or falling down may cause injury to persons or damage on the
machine.
Secure the driving components before disassembly.
Open the locking washer (component 4) and unscrew the grooved nut (component 3).
Disassembly of KTR 125:
The clamping set KTR 125 is not self-locking. If the inner and outer ring cannot be released, the process of re-
leasing should be initiated by putting some pressure on the hub and the grooved nut in several positions of the
circumference (see illustration 7).
4
Assembly
4.2 Assembly of the clamping set
4.3 Disassembly of clamping set