





















7
B. Rotorknive
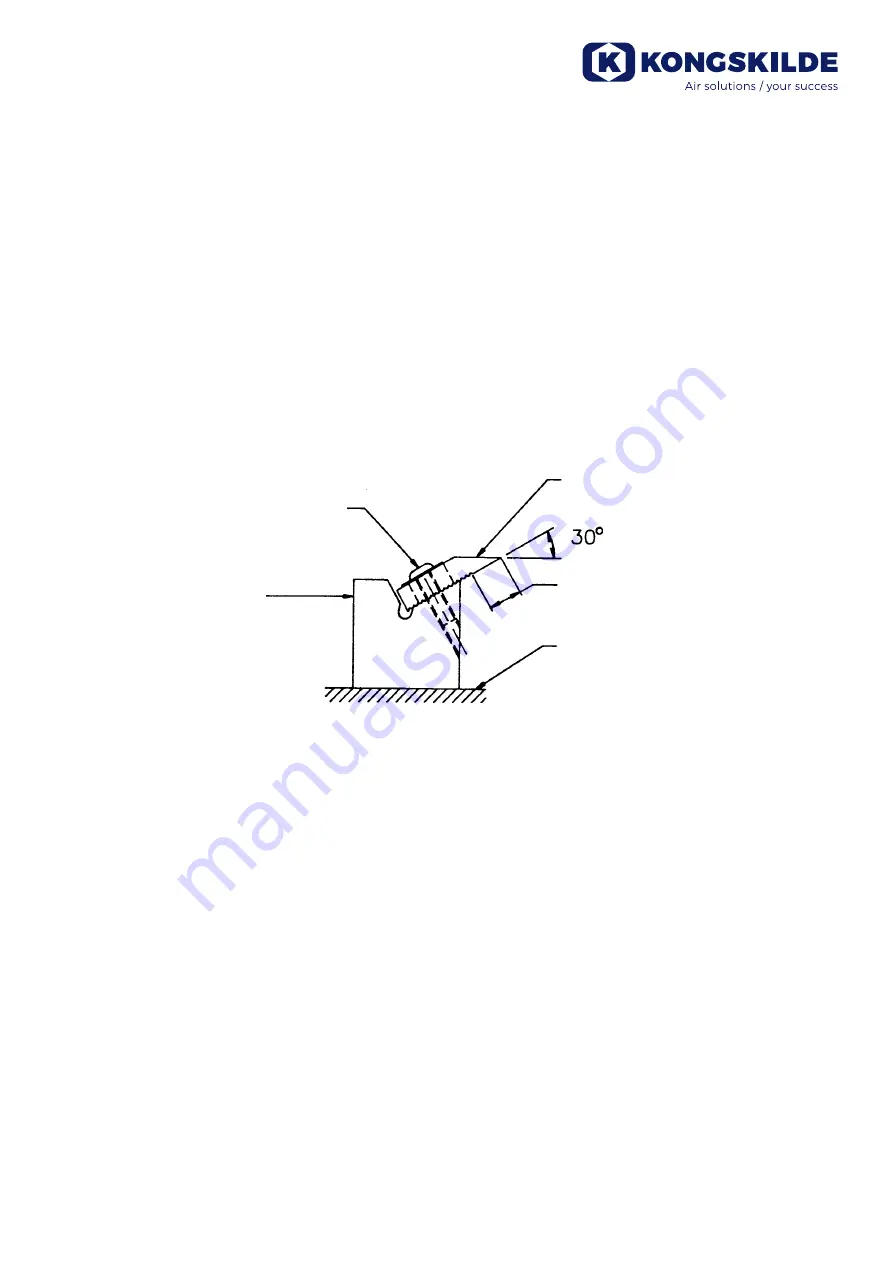
Overfladeslibning
Fjern eventuelle hakker i knivenes skær ved at slibe overfladen D. Fjern så lidt materiale
som muligt. Med den specielle fikstur (bestillingsnr. 121 116 252) er det muligt at slibe to
knive samtidigt.
Rotorknivene skal altid slibes parvis, derved sikres den samme afstand fra sporene i kni-
venes underside til skæret (inden for 0,05 mm/0,002”).
Begge knive skal placeres i de samme spor i fiksturet.
Ved slibningen anvendes parametrene som angivet.
Rundslibning
Efter at hakkene i knivenes skær er fjernet ved planslibing, skal rotorknivene rundslibes
for at opnå ensartede knivtolerancer (enten ved hjælp af en rotor monteret i Multicutteren/
granulatoren, eller en reserve-rotor).
Montering af knive på rotor
Fjern rust og snavs fra styresporene i knive og rotor. Monter knivene på rotoren, brug de
samme spor til begge knive (så knivenes skær roterer i samme radius - nominelt
171,5 mm / 6 3/4”).
Fastspænd knivene med otte rundhovede skruer og otte fjederskiver (punkt 12 og 16). Lås
rotoren med et stykke 50 x 50 mm (2” x 2”) træ og fastspænd knivene med 25 Nm/16,5 ft-
lb. (40 Nm/29 ft-lb for MC 5000).
Slibning af rotorknive monteret i Multicutter eller granulatoren (anbefalet metode)
Placer Multicutteren eller granulatoren på slibemaskinens bord således at Multicutteren
eller granulatoren hviler på afgangsflangen. Ret knivene ind i forhold til slibeskiven og
spænd Multicutteren eller granulatoren fast.
Rundhovede skruer og fjeder-
skiver (punkt 12 og 16)
Fikstur for rotorknive,
beregnet for to knive
(Bestillingsnr. 121 116 252)
Overflade D
Denne dimension skal være
ens for begge knive
Slibemaskinens bord
FIG. 4
Содержание KG 3000
Страница 15: ...15 FIG 10 ...
Страница 29: ...29 FIG 10 ...
Страница 43: ...43 FIG 10 ...
Страница 57: ...57 FIG 10 ...
Страница 71: ...71 FIG 10 ...
Страница 85: ...85 FIG 10 ...
Страница 99: ...99 FIG 10 ...
Страница 113: ...113 FIG 10 Sección de entrada Dirección de giro de cuchillas ...
Страница 127: ...127 ...
Страница 129: ...129 ...
Страница 130: ...130 ...
Страница 131: ...131 ...







































































