





























– 100 –
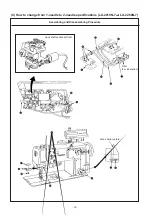
B
C
N
D
G
K
L
J
H
E
A
I
Hook shaft saddle
Connecting link A
Alternating vertical movement
converter shaft
Reverse feed
lever shaft
Knee lifter shaft
Feed rock shaft
Feed adjusting connecting rod
Feed driving shaft
F
7. Parts to be carefully tightened
The following parts will break if they are excessively tightened. So, fasten the screws carefully in the respective
parts.
Part No.
Part Name
Part No.
Part Name
A
10718104
Feed rock shaft clank
H
10727808
Moving knife driving arm B
B
10729705
Presser lifter arm
I
10728103
Moving knife driving arm A
C
10721207
Reverse feed connecting arm
J
10713907
Top feed arm
D
10720506
Feed adjusting arm
K
10718104
Feed driving shaft crank
E
10720308
Feed adjusting converting arm
L
10718609
Feed driving arm
F
10735900
Cylinder arm for the alternating vertical
M
10771806
Moving knife driving arm C
movement of the walking foot and pre-
sser foot
G
10715209
Adjusting arm for the alternating
N
40025558
Stitch dial pin support arm
vertical movement of the walking
(For LU-2212N-7, LU-2220N-7)
foot and presser foot
M
I







































































