


















Plasma 33 H
Operating Manual
Page 11
11. Trouble-Shooting
Warning!
Defects at the electrical unit may only be repaired by a specialist.
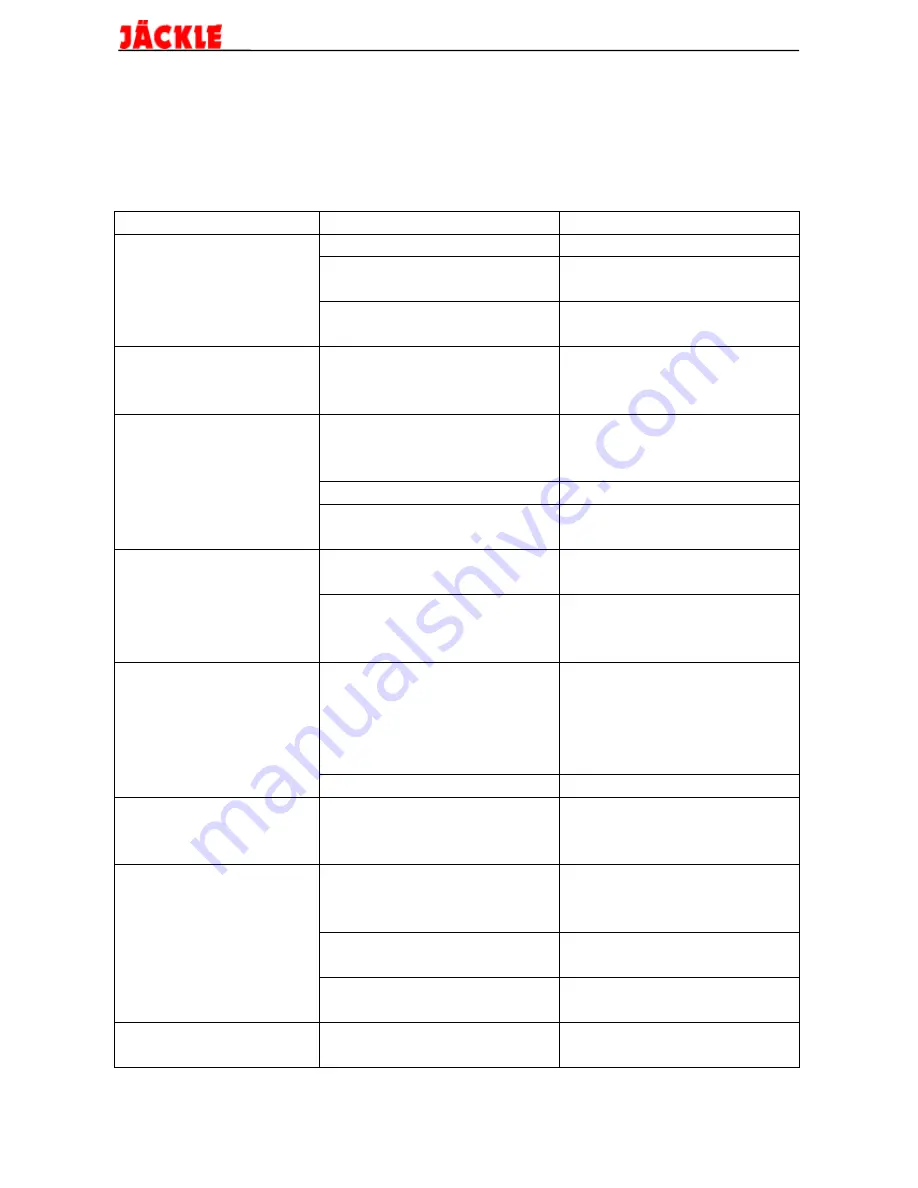
Trouble
Cause
Remedy
Mains connected and
mains fuse is faulty
check mains fuse
main switch turned
mains cable is
check mains cable
on / fan doesn't run
interrupted
fuse F1 at auxiliary
change fuse F1
transformer is faulty
(2 A slow / 250 V)
Fan is running /
light bulb is faulty
check / change light bulb
mains lamp does not
come on
No function when
parts at the torch head
check torch head
torch trigger is
are incompletely mounted
pushed, even the
(safety circuit)
contactor doesn't
torch trigger defective
check torch trigger
switch
torch trigger control
check torch trigger
lead interrupted
control lead
Malfunction lamp
insufficient pressure
remove shortage of
comes on when torch
air supply
compressed air
trigger is pushed
overheating of the
unit is ready for work
machine
again after ca. 5 minutes
if fan is running
Mains contactor
machine is running
check mains fuse
switches when torch
on 2 phases (mains
check mains leads
trigger is pushed,
fuse is faulty, one
but pilot arc
mains lead is
doesn't arise
interrupted)
torch parts defective
check / change torch parts
Pilot arc is
workpiece lead not
attach the workpiece clamp
burning / cutting
connected
to the workpiece
arc does not arise
Cutting arc is burning /
bad earthing contact
check / clean earthing
poor cutting quality
at the workpiece
contact (rust, paintwork,
or insufficient
oil, grease)
cutting power
insufficient pressure
check pressure air supply
air supply
plasma nozzle or
check / change plasma nozzle
electrode has burnt out
electrode
Cutting arc switches
cutting speed too
see chapter 7.2 Cutting
off
slow







































































