




















Ironwood JT400 | User Manual
20
7.3 Types of Cuts
Edge Jointing
Depth of cut should be the minimum required to obtain a straight
edge. Do not make cuts deeper than 1/8" (3.2mm) in a single
pass. Hold the best face of the workpiece firmly against the fence
throughout the feed.
Surfacing
Depth of cut should be the minimum required to obtain a straight
edge. Do not cut more than 1/16" (1.5mm) per pass to allow control
of the workpiece. Always use a hold-down device or push block
when surfacing short stock or stock less than 3" (7.6cm) thick.
Rabbeting
The width and thickness of your workpiece is dependent upon
your preferred width and length of the rabbet (a groove cut along
the edge of a workpiece). Never rabbet a workpiece less than
12" (30.5cm) long.
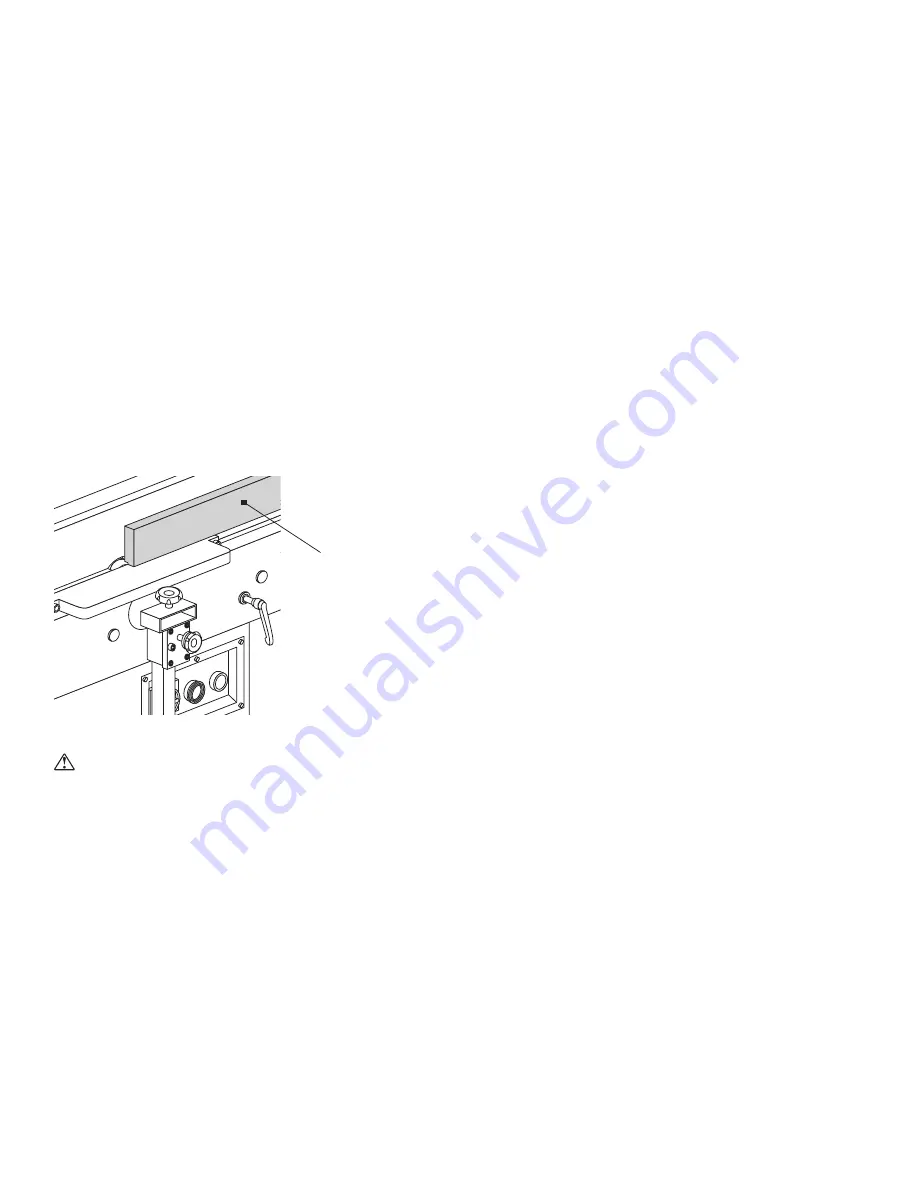
Rabbeting
WaRninG
Rabbet cuts require removal of the cutterhead guard. Always
use extreme caution while rabbeting. Keep hands clear of the
cutterhead. When rabbeting is complete, immediately replace the
guard.
Jointing Warped Pieces
If the workpiece is deformed or warped, make shallow cuts with
multiple passes until the surface is flat. Do not force the workpiece
down against the table; excessive pressure prevents the jointer from
flattening the workpiece so it remains warped, curved, or cupped.
Jointing Short or Thin Workpieces
Always use a push block to prevent injury when jointing short or thin
workpieces.
Beveling
Lock the fence at the required angle, and keep the workpiece firmly
against the fence and tables. Several passes may be necessary to
remove enough material and achieve the desired result.
Taper Cutting
Lower the forward end of the workpiece onto the outfeed table
instead of starting the workpiece on the infeed table. Do this very
carefully, as the piece will span the cutterhead, which will begin
cutting at the point of contact with the workpiece. Firmly hold the
workpiece when placing it on the jointer to prevent kickback. Push
the workpiece forward as in ordinary jointing. The effect is to plane
off all the stock in front of the knives to increase depth, leaving a
tapered surface. The taper can be determined by the amount of
stock removal and the number of passes performed.
To remove any ridge left by the knives when starting the taper,
make a very light cut using the regular jointing method, with the
infeed table raised to its usual position. Practice is required for this
operation, and the beginner is advised to make trial cuts on waste
material.
Use extra precautions when performing such procedures.
Содержание JT400
Страница 24: ...Ironwood JT400 User Manual 24 9 1 Electrical Print...
Страница 25: ......