





























HT2000
Instruction Manual
6-15
OPERATION
13
Mild Steel
200 amps • O
2
Plasma / Air Shield
This gas combination gives superior cut speed, minimum dross, minimum surface nitriding and excellent
weldability.
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(O
2
% N
2
%) (O
2
% N
2
%)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(O
2
% N
2
%) (O
2
% N
2
%)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
1/4
6
5
45
64
0
60
1/8
3
1/4
6
120
160
4060
0.5
.315
8
(5.3 / 62.4 (79.6 / 0
(270
1/8
3
1/4
6
125
120
3000
0.5
3/8
10
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
125
100
2540
1.0
1/2
12
.157
4
.314
8
125
80
2030
2.0
5/8
15
.157
4
.314
8
130
70
1780
2.0
3/4
20
3/16
5
3/8
10
135
55
1400
2.5
7/8
22
1/4
6
1/2
12
135
45
1140
2.5
1
25
1/4
6
1/2
12
140
35
890
2.5
1 1/4
32
1/4
6
150
22
560
1-1/2
38
1/4
6
155
15
380
1-3/4
44
5/16
8
165
10
250
2
50
5/16
8
170
7
180
Notes:
Set oxygen plasma gas inlet pressure to 120 psi (8.3 bar).
Set nitrogen plasma gas inlet pressure to 120 psi (8.3 bar)
Set shield gas inlet pressure to 90 psi (6.2 bar)
Production cutting above 1" (25 mm) not recommended. Drop cutting above 1-1/2" (38 mm) not recommended
* Use 020679 swirl ring in place of 120833 swirl ring to obtain smoother cut edges on material
1/4" to 3/8" thick, but expect a 30-40% decrease in electrode life
+ SilverPlus provides increased life to high duty cycle users in most applications. The hafnium wears to
approximately twice the depth of an all copper electrode (120667). Arc voltage may need to be increased by
5-10 volts throughout the electrode life to maintain proper cut height parameters.
Above Water
1/4
6
5
45
64
0
70
1/8
3
1/4
6
125
145
3700
0.5
.315
8
(5.3 / 62.4 (79.6 / 0
(270
1/8
3
1/4
6
125
110
2800
0.5
3/8
10
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
130
80
2000
1.0
1/2
12
1/8
3
1/4
6
130
70
1800
2.0
5/8
15
.157
4
.314
8
135
60
1500
2.0
3/4
20
3/16
5
3/8
10
140
48
1200
2.5
7/8
22
1/4
6
1/2
12
140
38
950
3.0
1
25
1/4
6
1/2
12
145
25
680
3.0
3" Under Water
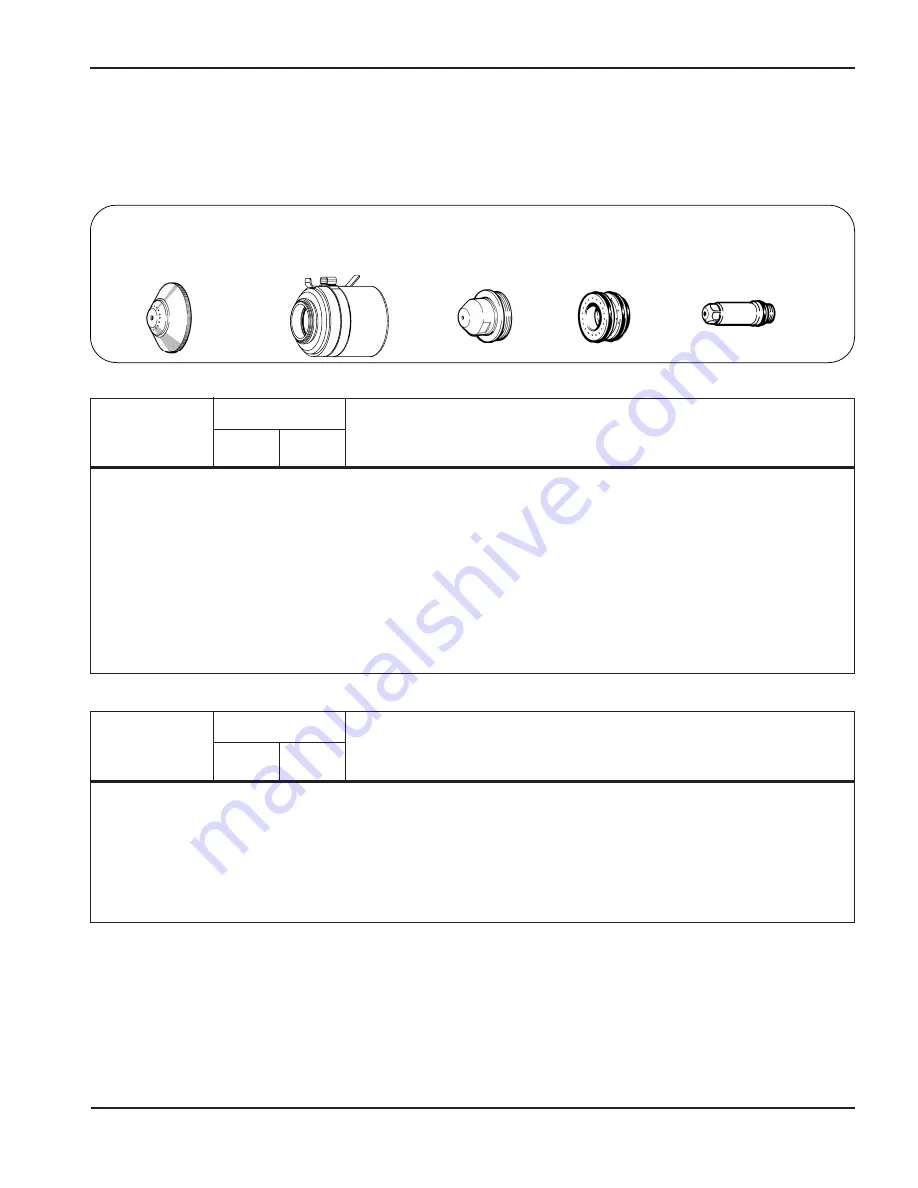
120833*
(cw)
120834
(ccw)
Swirl ring
120667 (standard)
Electrode
220084 (optional)
SilverPlus electrode
+
020605
Nozzle
120837
(cw)
120838
(ccw)
Retaining cap
020424
Shield
Содержание HT2000
Страница 1: ...200 Volt Plasma Arc Cutting System Instruction Manual 802460 Revision 14 HySpeed HT2000 ...
Страница 9: ......
Страница 95: ...POST INSTALLATION 5 8 HySpeed HT2000 Instruction Manual 19 ...
Страница 175: ...MAINTENANCE 8 30 HySpeed HT2000 Instruction Manual 22 ...
Страница 235: ......
Страница 236: ......
Страница 237: ......
Страница 238: ......
Страница 239: ......
Страница 240: ......
Страница 241: ......
Страница 242: ......
Страница 243: ......
Страница 244: ......
Страница 245: ......
Страница 246: ......
Страница 247: ......
Страница 248: ......
Страница 249: ......
Страница 250: ......
Страница 251: ......
Страница 252: ......
Страница 253: ......
Страница 254: ......
Страница 255: ......
Страница 257: ......
Страница 259: ......
Страница 261: ......
Страница 262: ...Coolant Flow Diagram ...
Страница 263: ......
Страница 265: ...APPENDIX A a 2 HySpeed HT2000 Instruction Manual 20 ...
Страница 267: ...b 2 HySpeed HT2000 Instruction Manual 19 ...
Страница 268: ...HySpeed HT2000 Instruction Manual b 3 19 ...
Страница 269: ...b 4 HySpeed HT2000 Instruction Manual 19 ...
Страница 270: ...HySpeed HT2000 Instruction Manual b 5 19 ...
Страница 272: ...HySpeed HT2000 Instruction Manual b 7 19 ...
Страница 273: ...b 8 HySpeed HT2000 Instruction Manual 19 ...
Страница 274: ...HySpeed HT2000 Instruction Manual b 9 19 ...
Страница 275: ...b 10 HySpeed HT2000 Instruction Manual 19 ...
Страница 279: ...APPENDIX D d 2 HySpeed HT2000 Instruction Manual 19 ...
Страница 285: ...APPENDIX E e 6 HySpeed HT2000 Instruction Manual 19 ...







































































