

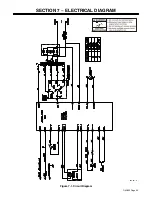













OM-923 Page 37
803 442-B
4
5
1
6
7
8
9
2
3
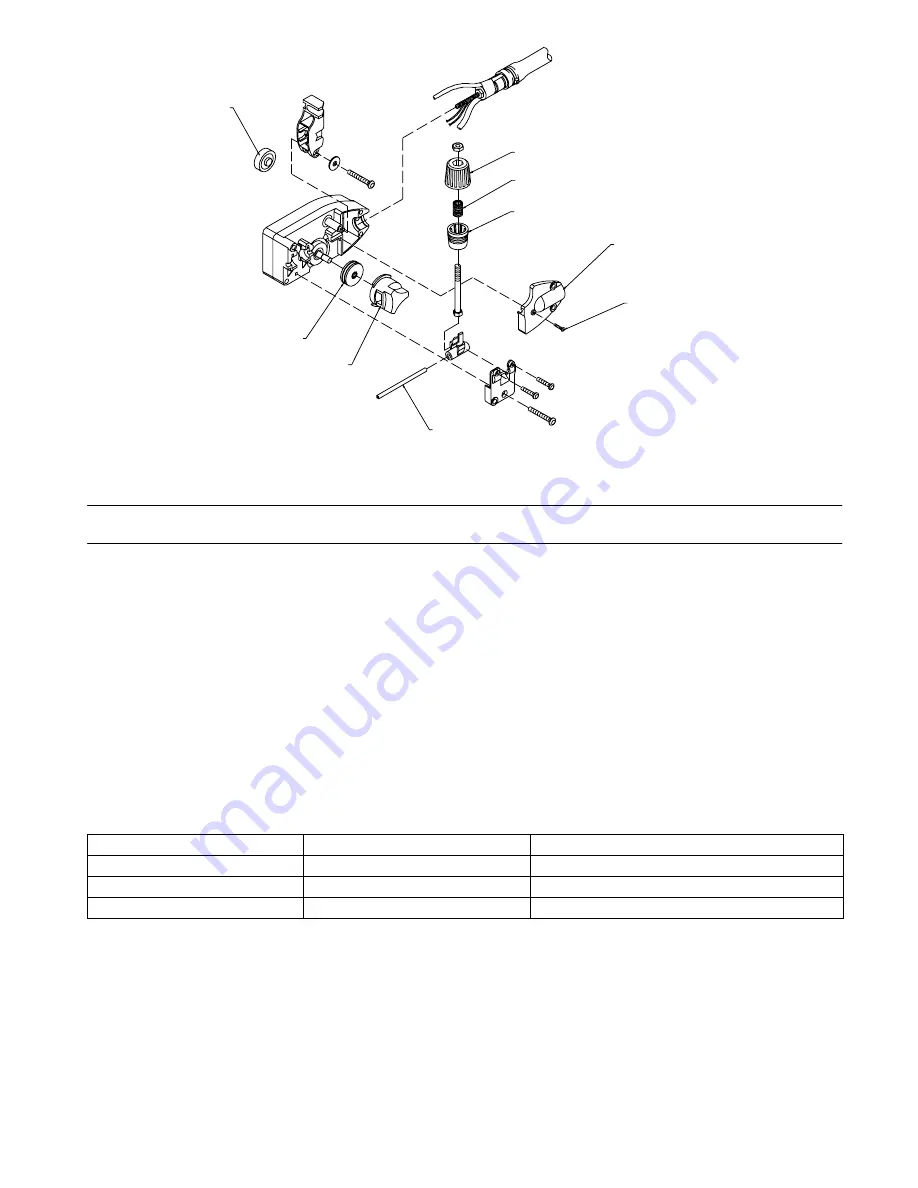
Figure 8-3. Wire Drive Assembly
Quantity
Description
Part
No.
209 532
Item
No.
Figure 8-3. Wire Drive Assembly
1
212 377
BEARING, idler
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
212 379
ROLL, drive .024-.030/.035
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3
212 383
RETAINER, feedroll
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
212 368
GUIDE, wire inlet
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
212 384
COVER, torch
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
212 385
KNOB, tension
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
212 387
SPRING, compression
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
212 388
CUP, spring
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
212 389
SCREW, torch cover
1
. . .
. . . . . . . . . . . . . . . . . .
. . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Table 8-2. Options
PART NO.
DESCRIPTION
REMARKS
194 776
Small Running Gear/Cylinder Rack
To Mount Unit For Maneuverability
195 216
Hub Kit
For 8 in Wire Spool
195 186
Protective Cover
Weatherproof Nylon
NOTE: If individual parts are required, see Parts List chapter of this manual for part number to order.







































































