















OM-923 Page 36
1
804 243-A
2
3
5
−
See Table 8-1
4
6
7
7
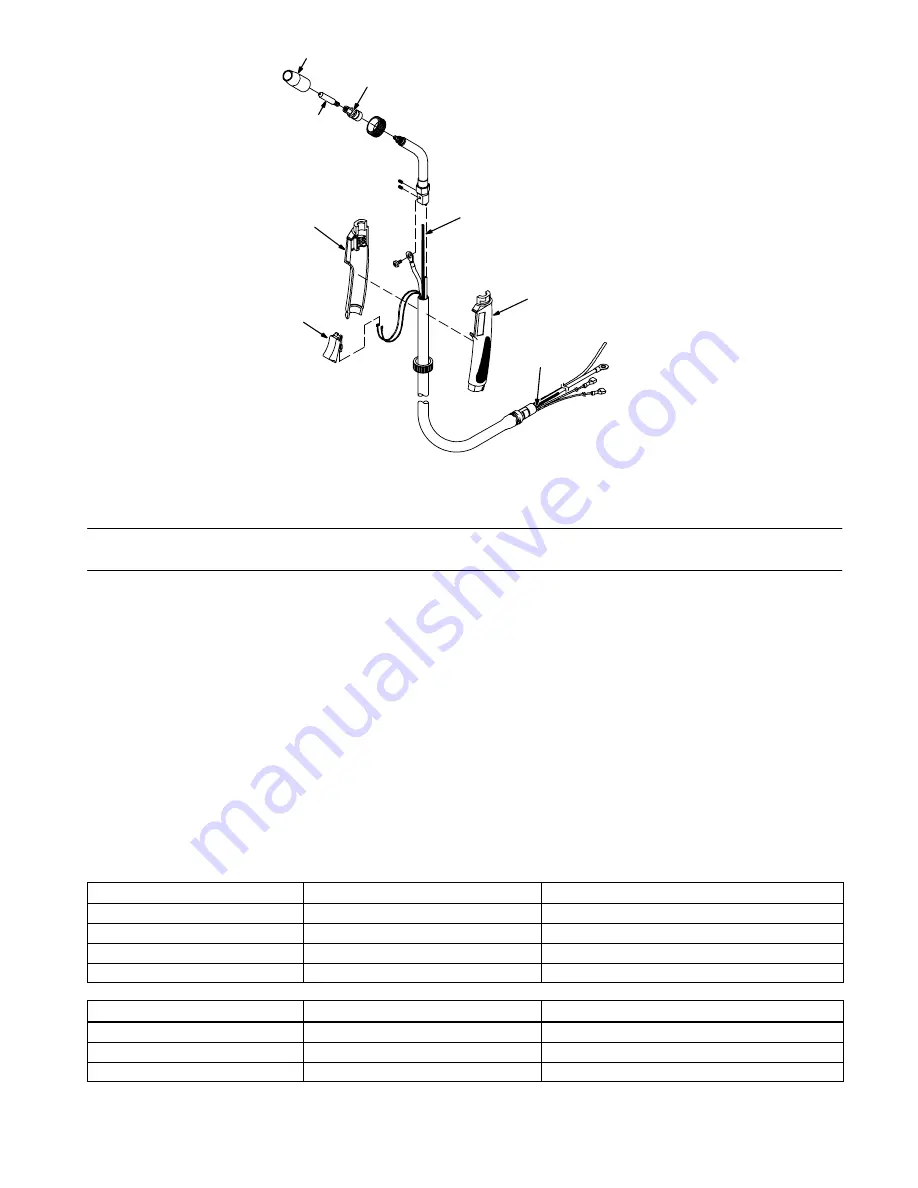
Figure 8-2. H-9B Gun
Description
Part
No.
225 397
Item
No.
Figure 8-2. H-9B Gun
Quantity
1
169 715
NOZZLE, slip type .500 orf flush
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
♦
226 190
NOZZLE, flux cored slip type
1
. . .
. . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
169 716
ADAPTER, contact tip
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3
225 410
SWITCH, trigger
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
210 970
LINER, monocoil .023/.035 wire x 8ft
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
♦
087 299
TIP, contact scr .023 wire x 1.125
. . .
. . . . . . . . . . . .
. .
5
000 067
TIP, contact scr .030 wire x 1.125
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
♦
000 068
TIP, contact scr .035 wire x 1.125
. . .
. . . . . . . . . . . .
. .
6
226 010
NUT, liner retainer
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
226 080
HANDLE ASSY
1
. . .
. . . . . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦
OPTIONAL
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Table 8-1. Contact Tip Options
HOBART PART NO.
DESCRIPTION
REMARKS
196 131
Tip, contact scr .030 wire
Pkg of 5
196 132
Tip, contact scr .035 wire
Pkg of 5
196 137
Nozzle, slip type .500 orf flush
Qty 1
196 135
Adapter, contact tip
Qty 1
WELD-IT PART NO.
DESCRIPTION
REMARKS
770 174
Tip, contact scr .023 wire
Pkg of 5
770 177
Tip, contact scr .030 wire
Pkg of 5
770 180
Tip, contact scr .035 wire
Pkg of 5







































































