



















Содержание Beta Mig 135 P
Страница 2: ......
Страница 3: ... 0 1 2 3 4 5 6 5 2 3 3 4 7 7 7 OM 194 034 ...
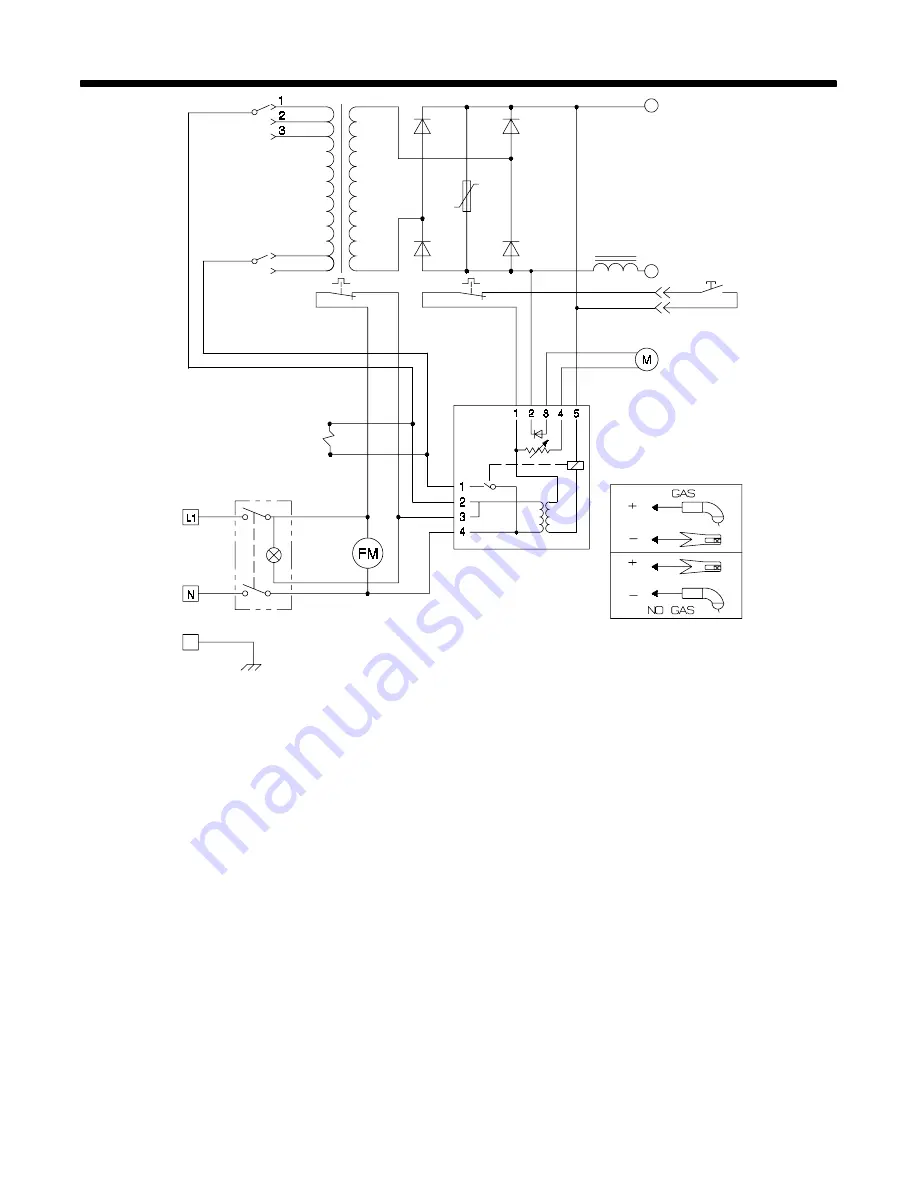
Страница 19: ...OM 194 034 Page 15 GND 34 50 60Hz S1 PL GS P C B Z SW S4 TP1 TP2 VR SR S3 S2 MAX MIN T1 93 3 9 ...
Страница 22: ......
Hobart Beta Mig 135 P - это надежный сварочный аппарат для домашнего использования. Владельцы могут скачать руководство по эксплуатации бесплатно с нашего сайта. Улучшите свои навыки сварки с помощью этого высококачественного оборудования. Посетите manualshive.com для загрузки владельцем руководства.
Страница 2: ......
Страница 3: ... 0 1 2 3 4 5 6 5 2 3 3 4 7 7 7 OM 194 034 ...
Страница 19: ...OM 194 034 Page 15 GND 34 50 60Hz S1 PL GS P C B Z SW S4 TP1 TP2 VR SR S3 S2 MAX MIN T1 93 3 9 ...
Страница 22: ......







































































