
















Содержание IronMan 275
Страница 4: ......
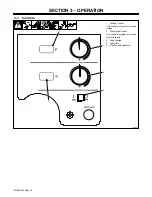
Страница 20: ...OM 198 683 Page 16 2 15 Weld Parameter ...
Страница 21: ...OM 198 683 Page 17 196 843 VOL TAGE V V WIRE SPEED ...
Страница 30: ...OM 198 683 Page 26 Notes ...
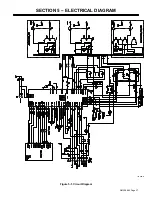
Страница 31: ...OM 198 683 Page 27 SECTION 5 ELECTRICAL DIAGRAM 197 699 D Figure 5 1 Circuit Diagram ...
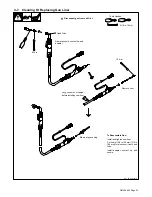
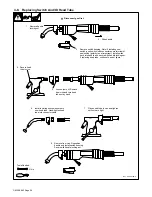
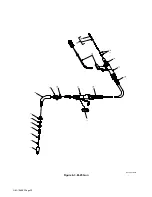
Страница 36: ...OM 198 683 Page 32 Ref 800 792 B 1 2 3 4 5 6 7 8 9 10 14 17 11 12 11 12 13 9 15 16 Figure 6 3 M 25 Gun ...
Страница 41: ...Notes ...
Страница 42: ...Notes ...







































































