













OM-192 440 Page 48
804 467-A
1
2
3
4
5 6
7
8
9
13
16
10
11
14
15
12
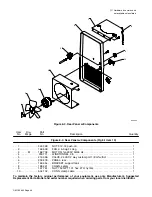
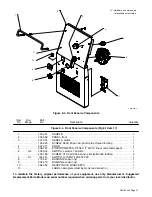
Figure 8-5. M-25 Gun
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figure 8-5. M-25 Gun (Fig 8-1 Item 22)
Quantity
1
200 258
NOZZLE, slip type .500 orf flush
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
+169 724
NOZZLE, slip type .500 orf .125 recess
1
. . .
. . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
+169 725
NOZZLE, slip type .625 orf .125 recess
1
. . .
. . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
+169 726
NOZZLE, slip type .625 orf flush
1
. . .
. . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
+169 727
NOZZLE, slip type .625 orf .125 stickout
1
. . .
. . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
+087 299
TIP, contact scr .023 wire x 1.125
. . .
. . . . . . . . .
. .
2
+000 067
TIP, contact scr .030 wire x 1.125
. . .
. . . . . . . . .
. .
2
+000 068
TIP, contact scr .035 wire x 1.125
. . .
. . . . . . . . .
. .
2
+000 069
TIP, contact scr .045 wire x 1.125
. . .
. . . . . . . . .
. .
3
169 728
ADAPTER, contact tip
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
169 729
ADAPTER, nozzle w/retaining ring
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
170 468
O-RING
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
169 730
WASHER, shock
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
169 731
TUBE, head
1
. . .
. . . . . . . . . .
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Содержание IronMan 250
Страница 44: ...OM 192 440 Page 40 Notes ...
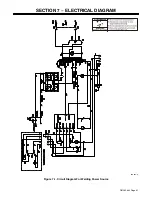
Страница 45: ...OM 192 440 Page 41 SECTION 7 ELECTRICAL DIAGRAM 206 590 A Figure 7 1 Circuit Diagram For Welding Power Source ...
Страница 54: ...Notes ...







































































