
























98
SOLDADURA COM ELÉCTRODOS
REVESTIDOS (MMA DC)
• Conecte o cabo de massa a tomada Dinse
negativa (-) do gerador (pos.4) e a pinça da
massa ao grampo da peça a soldar.
• Conecte o cabo de soldagem a tomada
Dinse positiva (+) do gerador (pos.5) e fixe
correctamente o eléctrodo revestido (o mate
-
rial de alimentação) na pinça do grampo dos
eléctrodos.
Atenção: respeitar a polaridade positiva
ou negativa (DC+, DC-) indicado na emba-
lagem dos eléctrodos em uso.
•
Segurando a pinça porta eléctrodos nas
mãosenergize o gerador operando o interrup
-
tor ligar/desligar (ON / OFF) colocado nas tra-
seiras do painel (pos.A) do gerador (Atenção
a máquina de soldar irá propor-lhe as configu
-
rações usadas na soldagem anterior).
•
Use o botão pos. 14 para seleccionar o pro
-
cedimento de soldadura de eléctrodo (MMA).
•
Use o botão SET (pos.16) para seleccionar
Menu (led vermelho aceso) para exibir com
pressão sucessiva os parâmetros de solda
-
gem relacionado com o processo MMA (Hs /
Af e Iw).
•
Para ajustar os parâmetros (led vermel
-
ho aceso ou piscando), opere na maçaneta
(pos.2); os relativos valores são exibidos no
visor (pos.3) colocado na parte da frente do
gerador.
•
Segurando o botão SET (pos.16) por 5 se
-
gundos a função VRD é ligada ou desligada
(led vermelho ligado ou desligado).
IMPORTANTE: para mais informações
sobre as funções e parâmetros de sol
-
dadura MMA, leia o parágrafo “PAINEL
DE IMPOSTAÇÕES E CONTROLE DE PA-
RAMÉTROS DE SOLDADURA”.
•
Aguarde 5 segundos, então o gerador irá
sair do menù de configuração de parâmetros
no modo automático.
•
Se necessário (resultando de variadas con
-
dições operacionais), se pode modificar o va
-
lor da corrente de soldadura pode ser alterado
através do botão pos.2 (led Iw aceso) ou com
o botão de controle remoto se você tiver a
função de controle remoto activo com botão
pos.8 (led Iw piscando).
Atenção:
para a configuração remota a cor
-
rente de soldagem pode variar do mínimo
para o valor ajustado pelo painel frontal com
botão (Pos.2).
•
O ajuste do valor da corrente dependea
aplicação de soldagem, o tipo de eléctro
-
do, o seu diâmetro e as instruções for
-
necidas pelo fabricante dos eléctrodos e
indicadas na embalagem dos mesmos.
A tabela seguinte fornece as informações de
base sobre o intervalo de correntes a ser utili
-
zado para o diâmetro do eléctrodo.
•
As informações seguintes podem ser utéis
para obter um bom resultado de soldagem:
•
Toque sem violência com o eléctrodo (para
evitar a deterioração do revestimento), a
peça de trabalho a ser soldada pode desen
-
cadear o arco eléctrico.
•
Após o gatilho do arco, segure o eléc
-
trodo na mesma posição com um ân
-
gulo de cerca de 45 ° e mova-se
da esquerda para a direita assim controla
melhor o arco e o banho de soldagem.
•
O comprimento do arco é a função da di
-
stância entre o eléctrodo/peça.
•
Uma mudança no ângulo de soldagem au
-
mentaria o tamanho da área de soldagem,
melhorando a capacidade de cobrir a escória.
•
No final da soldagem, deixe o resíduo
esfriar antes de removê-lo, usando uma
escova com uma ponta.
Atenção:
•
proteja seus olhos;
•
evite magoar-se a si e aos funcionários
presentes ao remover o resíduo com a
escova.
Aviso: Um mau começo pode ser causa-
do pelo material a ser soldado estar sujo,
por uma má conexão entre o fio de terra
e a peça de solda ou incorrecta fixação
do eléctrodo à pinça porta eléctrodo.
QUALIDADE DA SOLDADURA
A qualidade da soldadura depende principal
-
mente da capacidade do soldador, do tipo de
soldagem (tubos, placas, etc.) e da qualida
-
Diâmetro Eléctrodo Corrente Soldagem
1.5mm
30A - 50A
2.0m
40A - 85A
2.5m
75A - 105A
3.25mm
100A - 155A
4.0mm
135A - 180A
5.0mm
180A - 260A
6.0mm
235A - 320A
Tab.4
Содержание Compact 220 AC/DC
Страница 2: ...2 IT GB FR ES PAGINA 6 PAGE 22 PAGE 38 PÁGINA 54 D SEITE 70 P PÁGINA 86 ...
Страница 104: ...104 EXPLODED VIEW ...
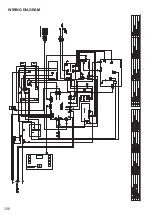
Страница 106: ...106 WIRING DIAGRAM ...
Страница 107: ...107 ...
Страница 108: ...77611454 11 2017 ...







































































