


















14/20
WIG KONTAKTZÜNDUNG
Verwenden Sie beim WIG DC- Schweißen Argon- Schutzgas.
Um im WIG Modus zu schweißen, gehen Sie bitte wie folgt vor:
1.
Schließen Sie die Masseklemme an der (+) Schweißbuchse an
2.
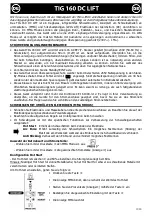
Schließen Sie einen Brenner an der (-) Buchse, der DIN Brennerbuchse, und der gasbuchse an.
3.
Verbinden Sie die Gasleitung hinter dem Gerât direkt an der Drückminderer.
4.
Wählen Sie mithilfe des Drucktasters
den WIG Modus
an
5.
Stellen Sie den gewünschten Schweißstrom (Anzeige
) mithilfe des Drucktasters
ein (30A pro
Millimeter Werkstückstärke).
6.
Stellen Sie die Gasdurchflussmenge mit dem Manometer ein
7.
Gehen Sie danach wie folgt vor:
a-
Werkstück mit der Elektrode
berühren und Brennertaster drücken
8.
Zum Schweißende :.
Brennertaster loslassen, Absenkung (Downslope), Gasnachströmung (Post-Gas).
Einstellung der Stromabsenkfunktion
Start der Funktion:
Am Ende des Schweißprozesses wird der Strom in definierter Zeit stufenlos
heruntergefahren. Diese Funktion hilft, Sprünge und Krater am Ende der
Schweißnaht zu vermeiden. Diese Funktion ist zunächst inaktiv (Zeit 0 Sek.).
Um sie zu aktivieren, gehen Sie bitte wie folgt vor:
1-
Drücken Sie die Taste
2-
Die Anzeige TIG blinkt, dann erscheint der Wert dieser Funktion
3-
Stellen Sie die gewünschte Absenkzeit zwischen 0 und 10 Sek.
(Anzeige
) mit der Taste
ein
4-
Bestätigen Sie die gewünschte Einstellung mit der Taste
.
Empfohlene Schweißeinstellungen/ Elektrode schleifen
Strom (A)
Ø Elektrode (mm)
= Ø Zusatzdraht
Ø Düse (mm)
Gasströmung
(Argon l/min)
0,5-5
10-130
1,6
8,7
6-7
4-7
130-190
2,4
11
7-8
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem
Vorbild geschliffen wurden:
d
l
DIN Brennerbuchse
b- Brenner 2 bis 5mm über
dem Werkstück anheben
L = 3 x d für niedrigen Schweißstrom
L = d für hohen Schweißstrom
L
3
1
2, 4 und 5 : nicht angeschlossen





















































