





























Operation
313566J
15
Operating Procedures
A dry run demonstrates the valve's controls and dis-
pensing steps. It also verifies that the valve is working
correctly before you load materials.
Dry Run
1. Cycle the valve to verify the sequence of operation.
on page 14.
2. To verify the spool is shifting, check the illumination
of the LED’s on the spool reed sensors.
3. The system is installed correctly if valve performs
properly.
Loading & Priming
1.
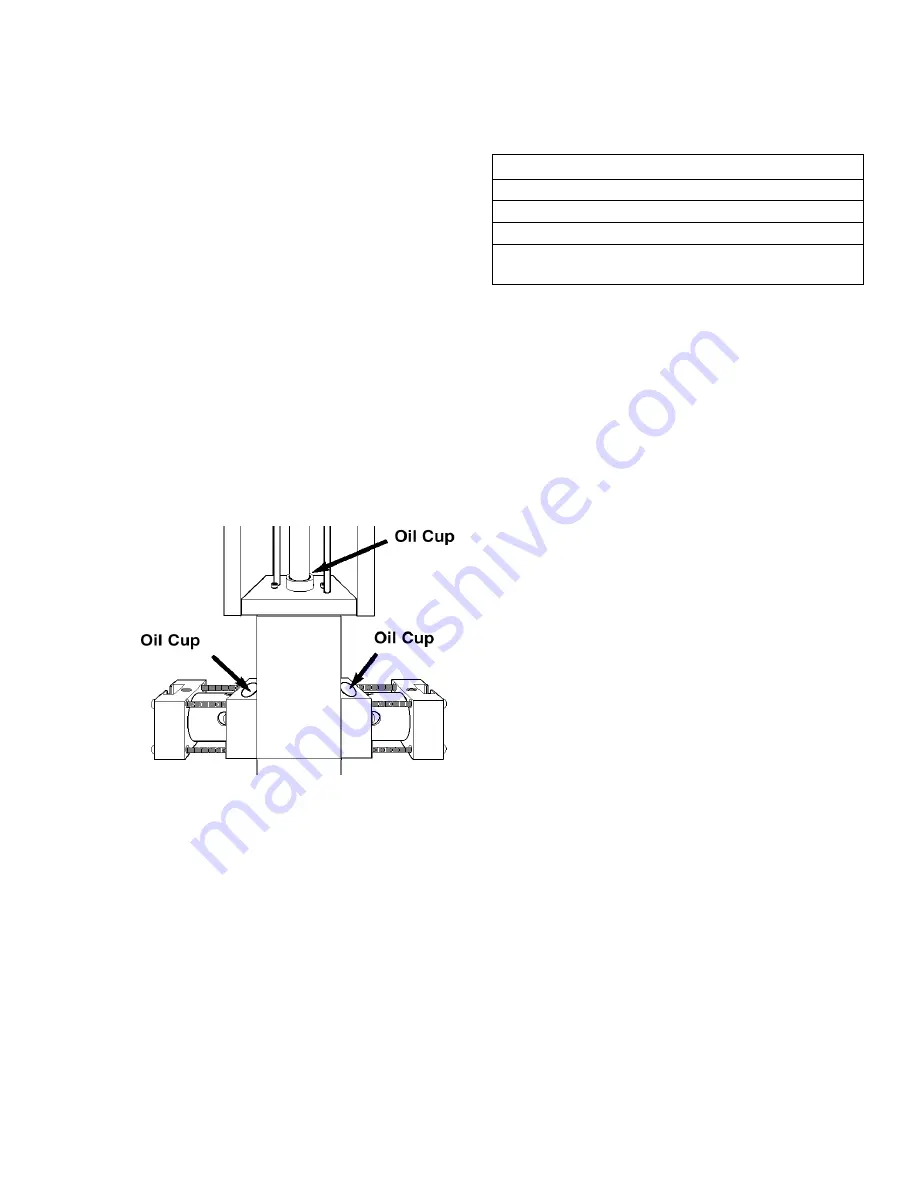
Fill the oil cups with a compatible lubricant (suitable
for use with material being used).
2. If not previously removed, remove the material line
from the inlet port of the valve.
3. Prime the material line.
4. Extend the valve to the dispense cycle. See
on page 14.
5. Install the material line to the inlet port of the valve.
6. Increase the material inlet pressure for loading.
7. Perform the loading sequence of the valve until air
free material is visible.
Output Verification
Output verification is a simple procedure where
individual samples of material are collected, weighed,
and compared for desired output. We recommend that
you perform output verification at least once a day, and
if the machine is used in production for more than one
shift, then once a shift.
1. Position a clean container under the valve outlet.
2. Set the stroke of the metering rod to the desired
shot size.
3. Weigh three small empty cups and label them.
4. Dispense a purge shot into a waste container.
5. Dispense ten shots into the first labeled cup.
6. Proceed in the same manner with the other labeled
cups.
7. Reweigh all three cups and record the results, which
should be ten times desired shot size.
NOTE:
If the shot weights are inconsistent, an
adjustment of the material pressure and/or the
frequency of the pulses to the motor may be necessary.
Recommended Material Supply Pressure
Minimum - 20 psi (1.4 bar)
Maximum for Plastic Spools - 400 psi (27.6 bar)
Maximum for Steel Spools - 1200 psi (82.7 bar)
The above settings depend on the cycle rate and
viscosity of the material.







































































