













Pg 4
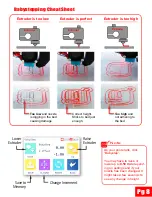
Insert Filament In Extruder
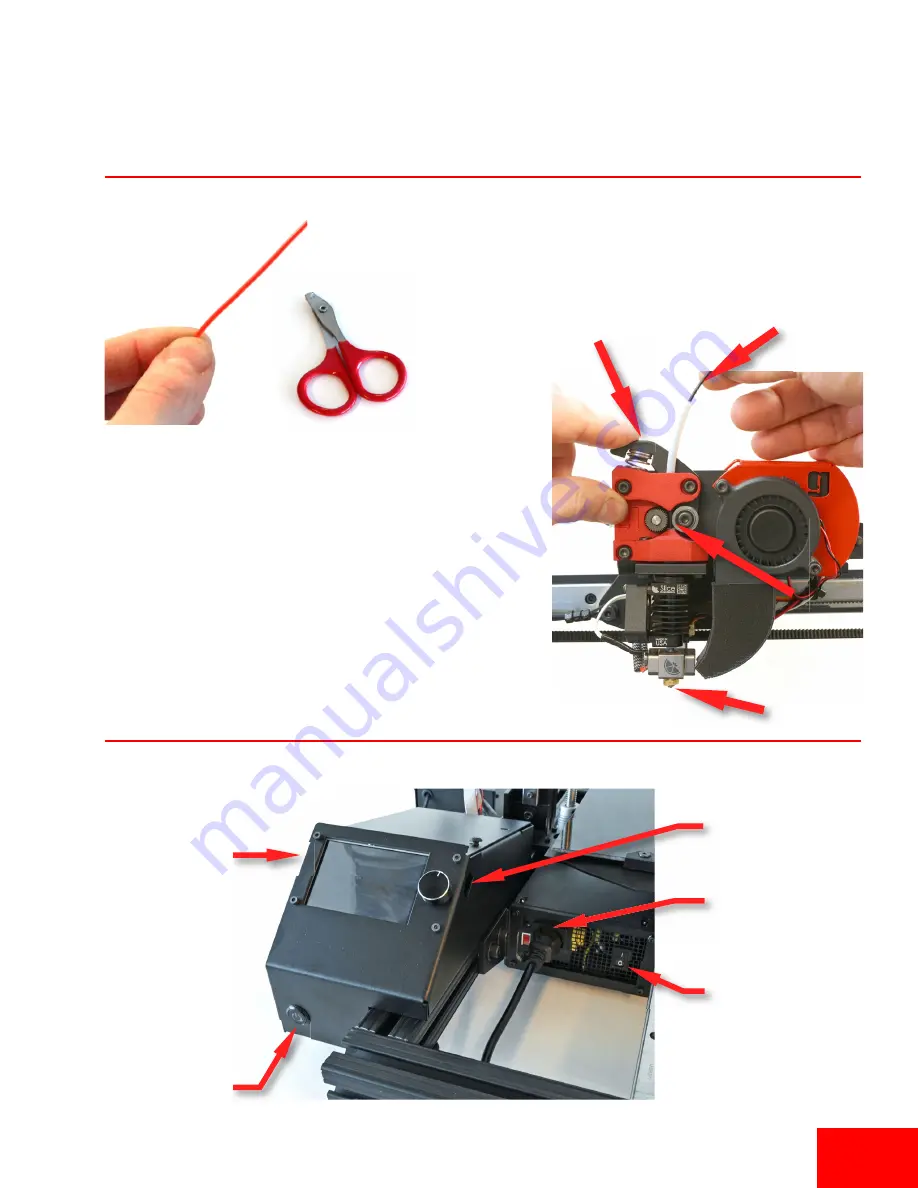
Plug In and Turn On
3. Pinch the extruder arm above the spring and insert
fi
lament in the white PTFE tube.
4. Slide
fi
lament in un l you see it enter the top of the
tube just under the metal drive gear. The
fi
lament
should slide in about
4 inches more
.
1. Plug in the printer to
a surge protected
power strip.
2. Make sure power
switch is on.
SD Card Slot
Power Bu on
1
USB Slot (use
90 degree adapter)
1. We recommend cu ng o
ff
the
fi
rst 12” of a new spool of
fi
lament.
2. Every me you insert
fi
lament, cut end of
fi
lament at a 45 degree
angle and straighten 4” of the end of the
fi
lament by bending it.





















































