























GALA G.E. TIG PULSE
20
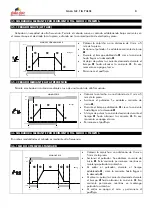
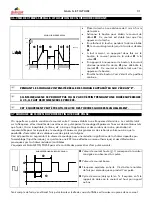
3.6.2 SPECIAL 4-STROKE MODE. USE OF 2 CURRENT LEVELS.
GAS
1T
↓
Torch
MODO 4T HF ESPECIAL
3T
↓
2T
↑
4T
↑
HF
Post g
↓↑
↓↑
•
Place the torch at a distance of 3 to 5 mm from
the part.
•
Apply the pushbutton. Start current is established
. This current remains until the torch is
pressed.
•
When the pushbutton is released, during the time
established
, the current increases until the
desired one is attained .
•
At any time by pressing two times the current
goes from value to value .
•
When pressed again, the current drops during
time until it reaches current . This current
remains until the torch is pressed.
•
When released the arc goes out and the post-
flow remains.
DURING WELDING THE REAL WELDING INTENSITY WILL APPEAR ON DISPLAY “E”.
IF THE STRIKING DOES NOT OCCUR OR THE ARC GOES OUT FOR LONGER THAN 2 S, THE
PROCESS MUST BE RESTARTED.
THIS EQUIPMENT CAN BE USED WITH MANUALLY GUIDED TORCHES.
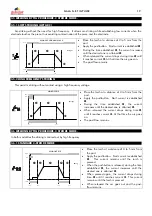
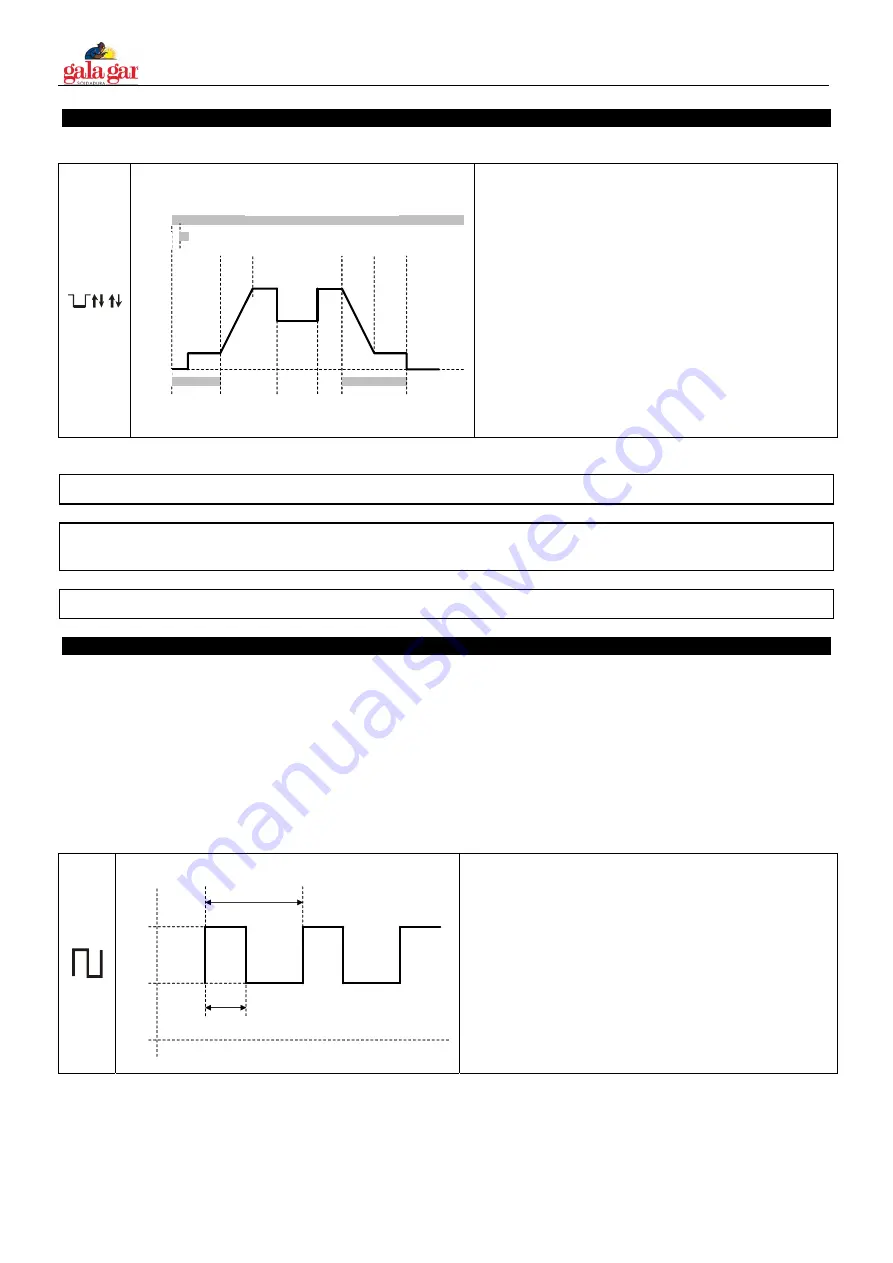
3.7 WELDING BY MEANS OF TIG PROCEDURE WITH PULSED ARC.
Pulsed Arc is the name given to the current variation between 2 levels established at a certain frequency. The total
control over the work intensities and frequency with Pulsed Arc, makes it easier for us to weld fine thicknesses, in
materials such as steel, stainless steel, titanium, etc… as well as the application in root beads, penetration and
responsibility in piping, and thick thicknesses, with bevelled edges, as well as the possibility of joining materials with
badly aligned joints.
This is possible thanks to the increase in welding speed with a significant reduction of heat provided to the joint
(thermal input), which offers us a thermally affected zone and very reduced and controlled distortions caused by the
heat.
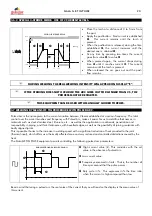
The Gala GE TIG PULSE equipment permits controlling the following pulsed arc parameters:
PARAMETROS DE ARCO PULSADO
High current value (I
2
). This coincides with the set
value in the absence of pulsed arc.
Low current value.
Frequency expressed in hertz. That is, the number of
times per second that the pulse occurs .
Duty cycle in %. This expresses in % the time ratio
when the current is high compared than low.
Bear in mind that using a pulsed arc, the real value of the current that you will read on the display is the mean value of
this current.







































































