




















19
EN
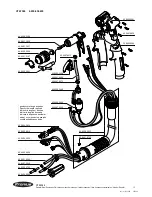
Replace wearing
parts
2
1
2
1
3
4
1
2
3
1
2
4
5
3
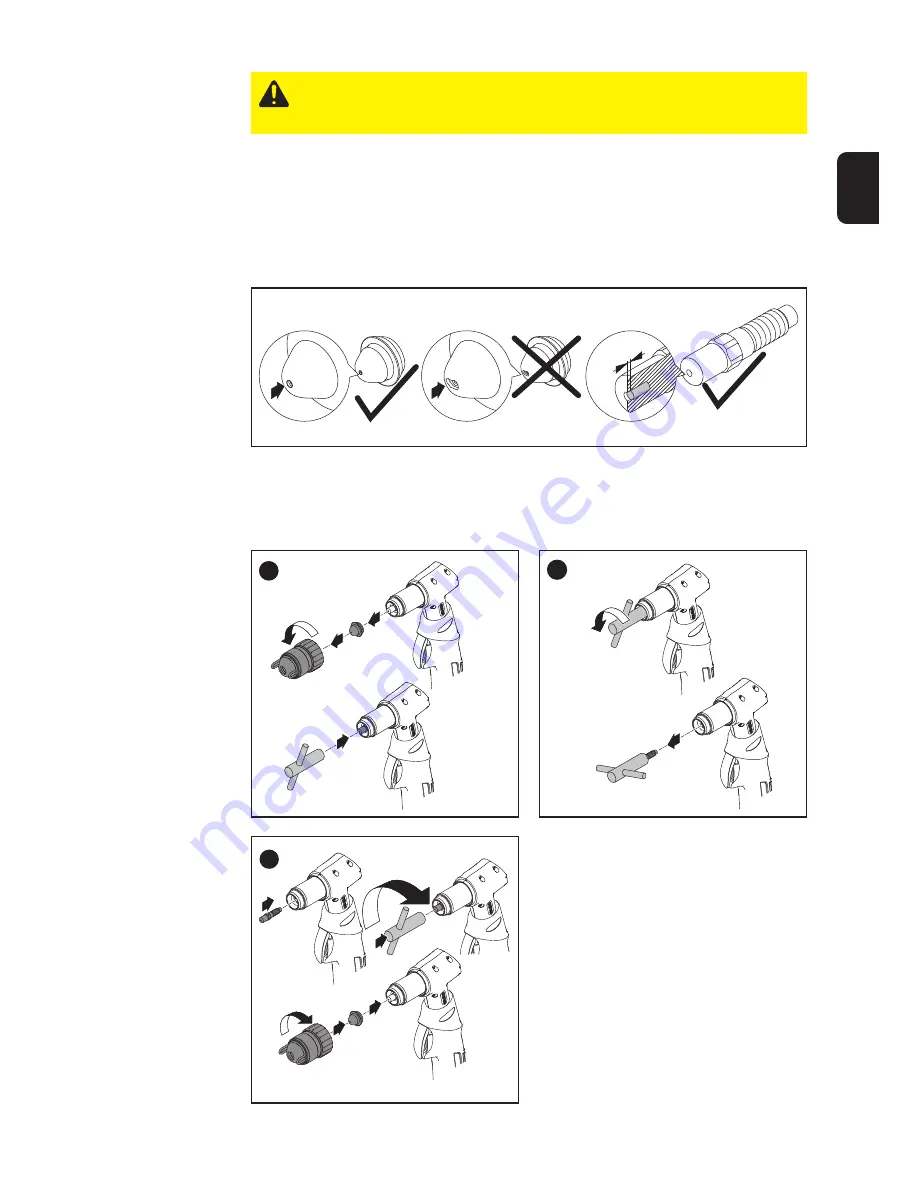
5 Nm
CAUTION!
Danger of burns from hot cutting torch. The cutting torch must be
allowed to cool down before it can be cleaned or wearing parts are replaced.
Switch the device off and allow the cutting torch to cool down.
After operating for only a short time the wearing parts and the cutting torch can attain
extremely high temperatures. As a result of these high temperatures, the cutting nozzle
and cutting electrode are subject to a certain amount of wear.
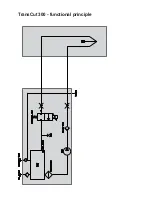
Before the device is started the wearing parts should always be checked for damage and
wear. The following illustrations can be used to determine whether or not wearing parts
need to be replaced.
No tools are needed for replacing wearing parts other than the special spanner which
was supplied with the device. Undo the torch cap by hand with the aid of a pair of gloves.
Next, remove the cutting nozzle and, if appropriate, unscrew the cutting electrode.
(max. .02 in.)
max.0,5 mm
Fig. 6 Wearing parts
Содержание TransCut 300
Страница 2: ......
Страница 4: ......
Страница 14: ...10 ...
Страница 28: ...24 ...
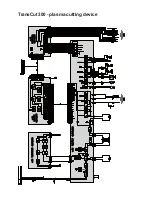
Страница 31: ...TransCut 300 plasma cutting device ...
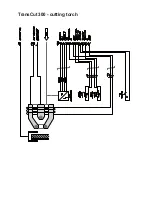
Страница 32: ...TransCut 300 cutting torch ...
Страница 33: ...TransCut 300 functional principle ...







































































