
















EU and EW Series Valves
Instruction Manual
August 2010
20
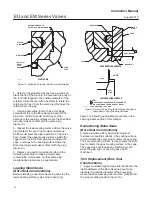
Figure 12. Stake the Threads of the Bore Seal Retainer
Bore Seal
METAL
PLUG
SEAL
VALVE
PLUG
FLOW DOWN
PISTON
RING
RETAINER
DEFORM THREAD TO
STAKE Bore Seal RETAINER
A6779 / IL
6. Select an appropriate tool such as a punch and
place the tip of the tool into the hole with the body of
the tool held tangent to the outside diameter of the
retainer. Strike the tool with a hammer to rotate the
retainer and free it from the valve plug. Remove the
retainer from the plug.
7. Use an appropriate tool such as a flat-blade
screwdriver to pry the Bore Seal plug seal off the
plug. Use caution to avoid scratches or other
damage to the sealing surfaces where the Bore Seal
plug seal makes contact with the valve plug
(figure 13).
8. Inspect the lower seating surface where the valve
plug contacts the seat ring for wear or damage
which would prevent proper operation of the valve.
Also, inspect the upper seating surface inside the
cage where the Bore Seal plug seal contacts the
cage, and inspect the sealing surface where the
Bore Seal plug seal makes contact with the plug
(figure 13).
9. Replace or repair trim parts according to the
following procedure for lapping metal seats,
remachining metal seats, or other valve plug
maintenance procedures as appropriate.
Lapping Metal Seats
(Bore Seal Constructions)
Before installing a new Bore Seal plug seal, lap the
lower seating surface (valve plug to seat ring,
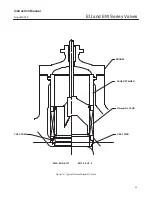
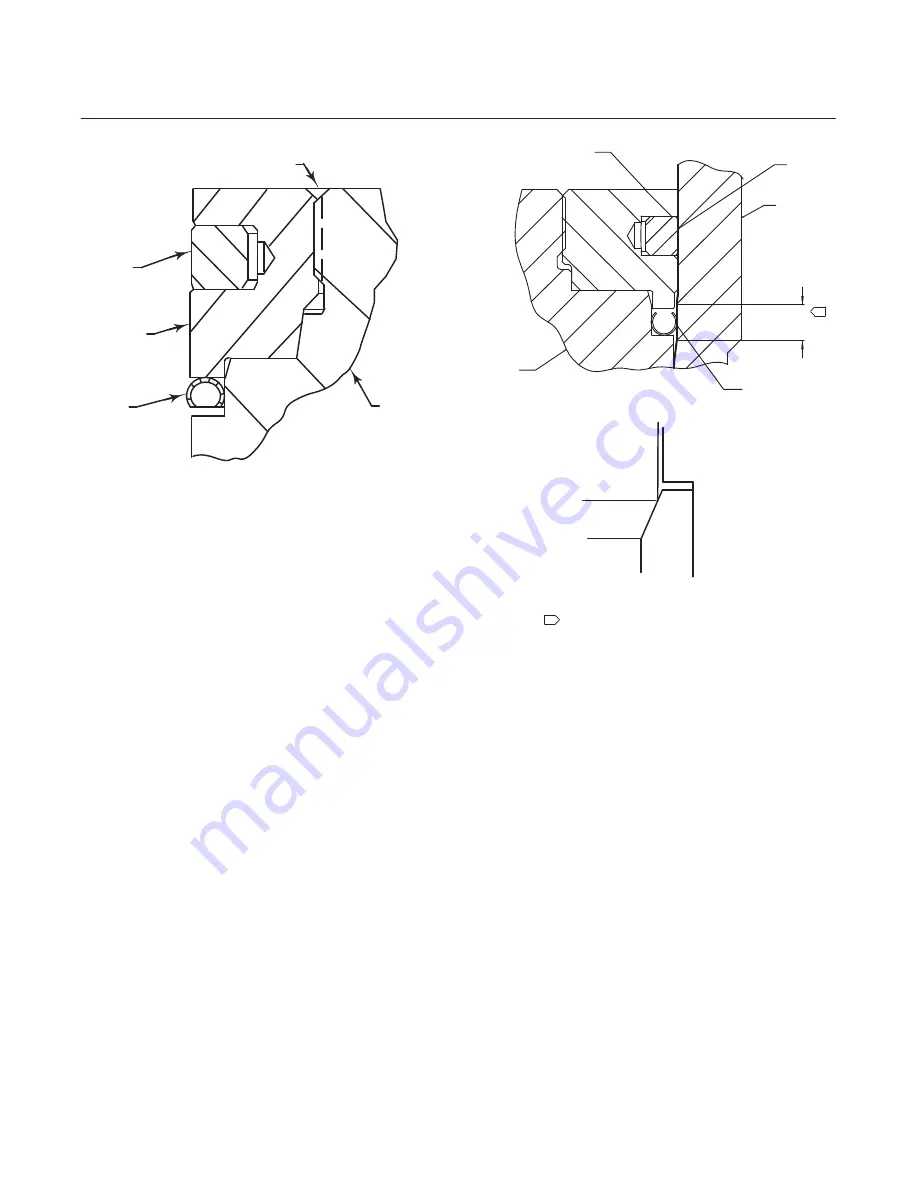
Figure 13. Lower (Valve Plug to Seat Ring) and Upper
(Bore Seal to Cage) Seating Surfaces
NOTE:
UPPER SEATING SURFACE IS THE AREA OF
CONTACT BETWEEN THE BORE SEAL METAL
PLUG SEAL AND THE CAGE.
PLUG
CAGE
SEAT
RING
UPPER SEATING SURFACE
LOWER SEATING SURFACE
A6780 / IL
1
1
PISTON
RING
RETAINER
CAGE
BORE SEAL
PLUG
SEATING AREA
figure 13) following appropriate procedures in the
Lapping Seats section of this manual.
Remachining Metal Seats
(Bore Seal Constructions)
A valve plug with a Bore Seal metal plug seal
features two seating surfaces. One seating surface
is found where the valve plug contacts the seat ring.
The second seating surface is found where the Bore
Seal contacts the upper seating surface in the cage.
The cage does not require any machining, even
when the plug and / or seat ring have been
machined.
Trim Replacement (Bore Seal
Constructions)
1. Apply a suitable high-temperature lubricant to the
inside diameter of the Bore Seal plug seal. Also,
lubricate the outside diameter of the valve plug
where the Bore Seal plug seal must be pressed into
the proper sealing position (figure 10).







































































