





























4194A, B, and C Series
5–4
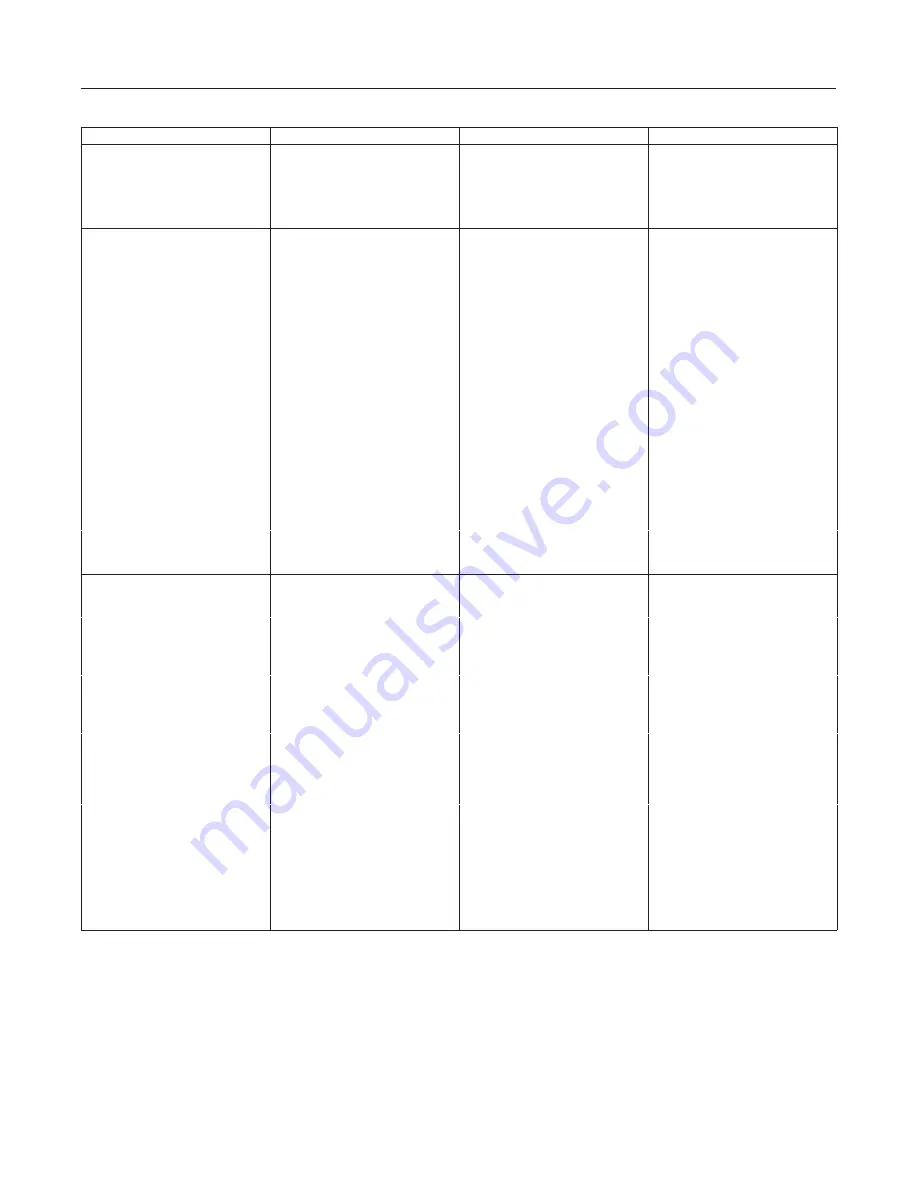
Table 5-1. Troubleshooting Chart (Continued)
Fault
Correction
Check
Possible Cause
6. Controller will not attain full
output range.
6.6 Relay malfunction
6.6 Manually push the flapper away
from the nozzle. The output
pressure should be zero. Cap the
nozzle. The output should increase
rapidly to within 0.5 psig (35 mbar)
of the supply pressure.
6.6 If the output does not change
as described, remove the relay.
Replace O-rings, if necessary.
Replace relay, if necessary.
7. Controller remains at full output
7.1 Supply pressure too high
7.1 Check with an external
pressure gauge.
7.1 Replace supply pressure
regulator or gauge as necessary.
7.2 Output gauge not functioning
7.2 Vary supply pressure to see if
output gauge responds.
7.2 If output gauge does not
respond, replace it.
7.3 Input element or linkage failure
7.3 Vary the process differential
pressure and observe the flapper
for movement. Inspect the input
element and linkage for damage.
7.3 Repair or replace parts as
necessary.
7.4 Mechanical alignment
7.4 Move the set point and verify
that the nozzle is uncapped by the
flapper. If not, inspect linkages and
flexures for damage.
7.4 Repair or replace parts as
necessary.
7.5 Relay failure or restriction in
nozzle passage
7.5 Manually move flapper
1/16-inch (1.6 mm) from the nozzle.
7.5 If the output pressure remains
at the supply pressure, remove the
controller case and cover assembly
and test again with the relay nozzle
tubing nut (key 18) loose. If the
output is 0 psig, clean or replace
the nozzle assembly. If the output
remains at supply pressure, replace
the relay.
7.6 Flapper misaligned
7.6 Manually push the flapper away
from the nozzle. Controller output
should go to 0 psig.
7.6 Perform the flapper alignment
procedures in section 3 or 4.
8. Controller remains at zero output
8.1 Gauge not functioning
8.1 Verify that the supply pressure
is at its correct value and that the
controller output is zero.
8.1 Replace gauges as necessary
8.2 Input element or linkage failure
8.2 Vary the process differential
pressure and observe the flapper
for movement. Inspect the input
element and linkage for damage.
8.2 Repair or replace parts as
necessary
8.3 Mechanical alignment
8.3 Move the set point and verify
that the nozzle is capped by the
flapper. If not, inspect linkages and
flexures for damage.
8.3 Repair or replace parts as
necessary
8.4 Relay malfunction
8.4 Check for air at the nozzle. Cap
the nozzle and note that the
controller output increases to within
0.5 psig of supply pressure.
8.4 Clean out the relay primary
orifice with the cleanout wire
attached to the relay to ensure the
orifice is not clogged. If the problem
persists, replace the relay.
8.5 Nozzle pressure leak
8.5 Using a soap solution, check
for nozzle tubing leaks with the
nozzle capped by the flapper.
Press the nozzle cap (key 23)
gently to ensure nozzle O-ring (key
24) is sealing. Ensure the relay
nozzle tubing nut (key 18) and the
manifold screws (keys 34 and 131)
are tight.
8.5 Tighten the relay nozzle tubing
nut (key 18), tighten manifold
screws (keys 34 and 131), or
replace nozzle assembly O-ring or
set point beam assembly as
appropriate.
3. Slide the process scale (key 61) downward so that
the top of the slot touches the set point indicator. De-
flect the lower portion of the slot outward and carefully
slide the scale up and off, clearing the set point indica-
tor as shown in figure 5-1.
4. To install the replacement scale, deflect the lower
part of the slot slightly so that the scale slides down-
ward over the set point indicator and under the pro-
cess pointer.
Содержание 4194A Series
Страница 6: ...4194A B and C Series 1 6...
Страница 32: ...4194A B and C Series 4 14...
Страница 69: ...4194A B and C Series 5 37 Figure 5 22 Process and Set Point Indicator Assembly 36A6985 C DOC...
Страница 70: ...4194A B and C Series 5 38 Figure5 23 Capsular Element Assembly 58A0706 C DOC...
Страница 72: ...4194A B and C Series 5 40 Figure 5 26 Remote Set Point Assembly Drawing j APPLY LUB SEALANT 36A6988 C DOC...
Страница 74: ...4194A B and C Series 5 42 Figure 5 28 Internal and External Set Point Option 56A9752 S DOC j APPLY LUB ADHESIVE...







































































