116
SECTION 10 -- ENGINE -- CHAPTER 1
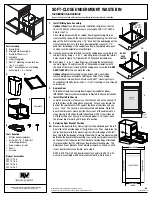
Check that the head mating surface, on the cylinder
block, has no deformation.
This check can be made, after taking out the grub
screws (2), with a calibrated rule (1) and feeler gauge
(4).
After having located deformed areas, level off the
mating surface using a grinding machine.
The flatness error must be no greater than 0.075 mm
(0.0029 in).
NOTE:
The crankcase can be faced only after mak-
ing sure that, after machining, the protrusion of the
piston from the cylinder liner is no greater than as
prescribed on page 9.
Check the condition of the cylinder block plugs (3); if
they are rusty or if there is the slightest doubt about
their seal, change them.
After facing, restore the bevel of the cylinder liners as
shown in Figure 249.
MIF1033A
250
Содержание 90
Страница 132: ...132 SECTION 10 ENGINE CHAPTER 1 ...