





























Self-teaching Manual
Chapter 2 Page 6
MC Model
Theory on tools
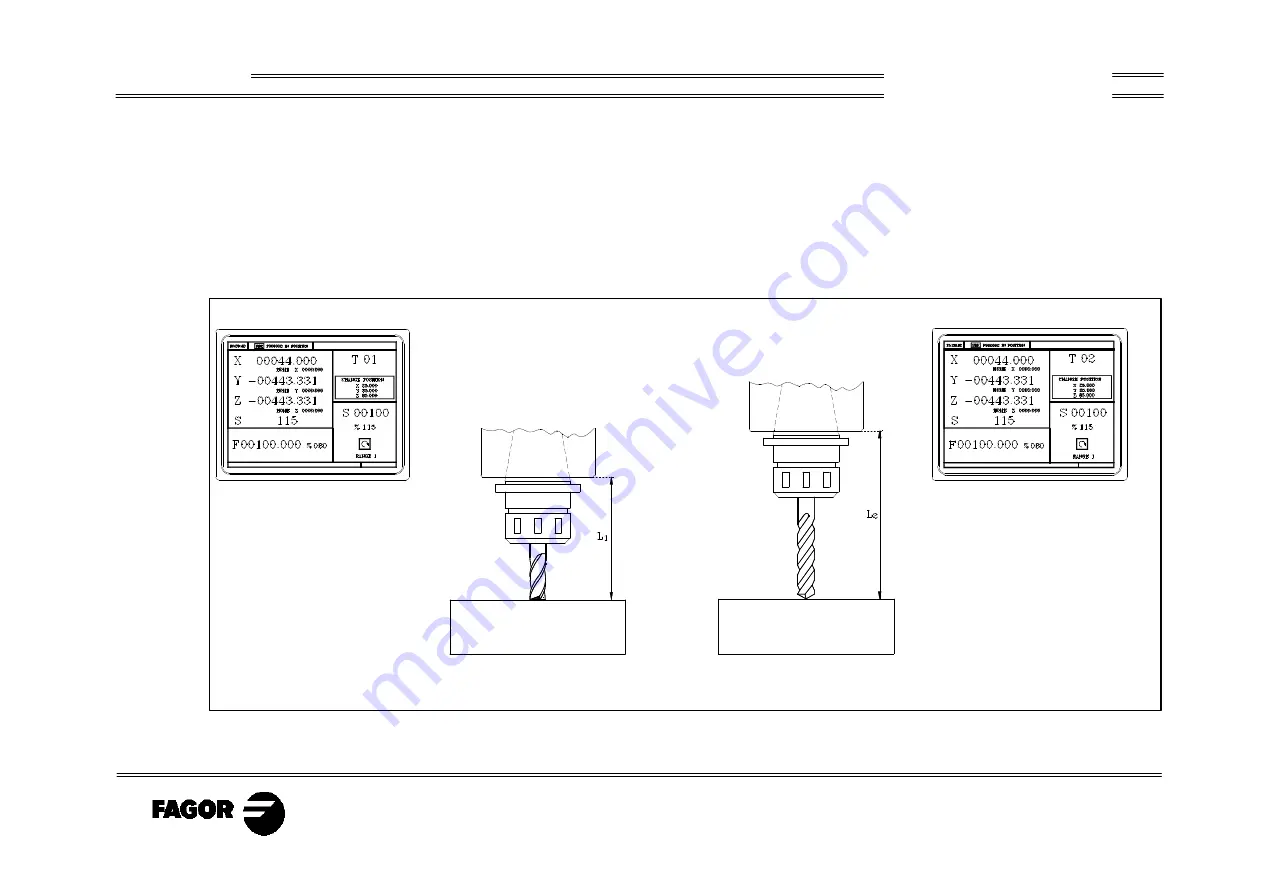
2.3 Tool calibration.
Tool calibration refers to the operation used to indicate to the CNC the length of the
tool. This operation must be carried out properly so the parts come out with the right
dimensions and the same point is controlled after a tool change.
Different tool dimensions, same point.
Содержание 8040 CNC - FEATURES
Страница 1: ...REF 0307 SOFT M 7 XX SOFT M 7 1X 8040 CNC NEW FEATURES ...
Страница 2: ...Page 2 of 2 8040 CNC NEW FEATURES SOFT M 7 XX SOFT M 7 1X ...
Страница 45: ...User notes NEW FEATURES SOFT M 7 XX Page 41 of 48 8040 CNC ...
Страница 46: ...User notes NEW FEATURES SOFT M 7 XX Page 42 of 48 8040 CNC ...
Страница 52: ...User notes NEW FEATURES SOFT M 7 1X Page 48 of 48 8040 CNC ...
Страница 53: ...Operating Manual MC option Ref 0204 ing ...
Страница 143: ...Self teaching Manual MC option Ref 0112 ing ...
Страница 147: ...Chapter 1 Theory on CNC machines ...
Страница 156: ...Chapter 2 Theory on tools ...
Страница 164: ...Chapter 3 Hands on training ...
Страница 186: ...Chapter 4 Automatic Operations ...
Страница 201: ...Chapter 5 Summary of work cycles ...
Страница 220: ...Chapter 6 Conversational part programs ...
Страница 235: ...Appendix I Programming example ...
Страница 237: ...Self teaching Manual Appendix I Page 3 MC Model Programming example Step 1 Surface milling 1 ...
Страница 238: ...Self teaching Manual Appendix I Page 4 MC Model Programming example Step 2 Machining the profile 2 Other data ...
Страница 239: ...Self teaching Manual Appendix I Page 5 MC Model Programming example Step 3 Rectangular boss 3 ...
Страница 240: ...Self teaching Manual Appendix I Page 6 MC Model Programming example Step 4 Circular pocket 4 ...
Страница 241: ...Self teaching Manual Appendix I Page 7 MC Model Programming example Step 5 Rectangular pocket 5 ...







































































