


























Functional characteristics
TIG welding
34
099-00L200-EW501
13.05.2022
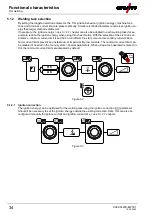
5.1.2 Welding task selection
By setting the tungsten electrode diameter, the TIG ignition behaviour (ignition energy), machine func-
tions and minimum current limit are preset optimally. Smaller electrode diameters require less ignition en-
ergy than larger electrode diameters.
If necessary, the ignition energy
> see 5.1.2.1 chapter
can also be adapted to each welding task (for ex-
ample to reduce the ignition energy when using thin sheet metal). With the selection of the electrode di-
ameter, a minimum current limit is set that in turn affects the start, main and secondary currents. Mini-
mum current limits prevent an unstable arc at impermissibly low currents. The minimum current limit can
be disabled if needed in the menu system > special parameters. When using a foot-operated remote con-
trol, the minimum current limits are disabled by default.
DC
mm
inch
4s
AC
Figure 5-2
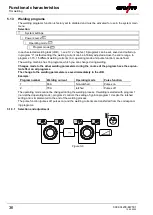
5.1.2.1 Ignition correction
The ignition energy can be optimised for the welding task using the ignition correction
parameter.
Should it be necessary to set the ignition energy outside the existing correction limits, this can also be
configured manually for ignition current and ignition current time
> see 5.1.2.2 chapter
.
Figure 5-3





















































