


























Functional characteristics
TIG welding
099-00L200-EW501
13.05.2022
35
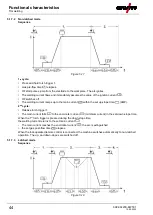
5.1.2.2 Manual ignition setting
When the special ignition is selected, the dependency of the minimum current limits on the electrode di-
ameter is disabled. The ignition energy can now be set independently with the parameters ignition current
I
ign
and ignition time t
ign
. The ignition time is set absolutely in milliseconds. The setting of the ignition cur-
rent differs in the setting variants
and
.
• In the variant
, the ignition current is set absolutely in ampere [A].
• In the variant
, the ignition current is set as a percentage of the set main current.
The parameters for manual setting of the ignition energy are selected and enabled with “left stop” when
setting the electrode diameter (minimum value >
>
).
4s
I
ign
t
ign
Figure 5-4
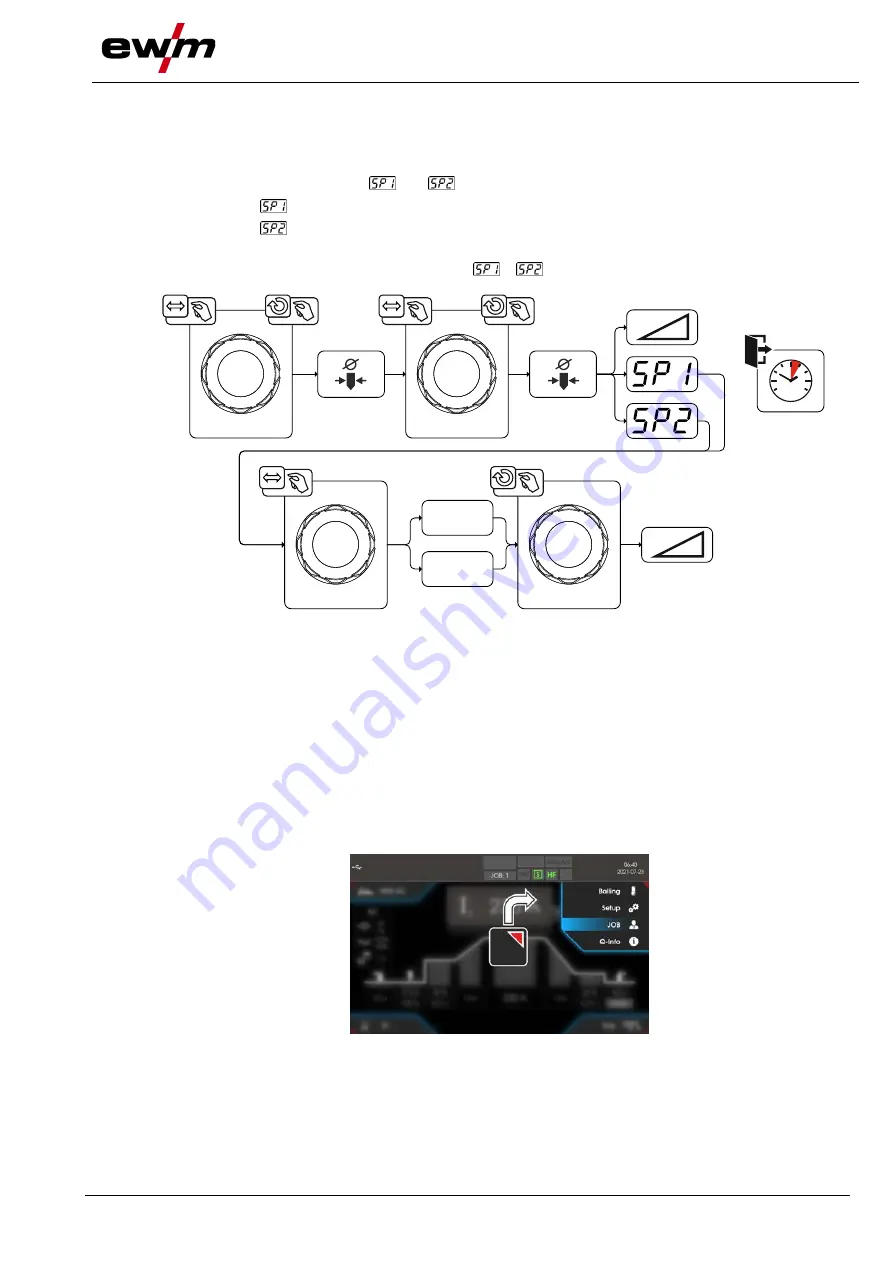
5.1.2.3 Recurring welding tasks (JOB 1-100)
The user has 100 additional memory locations at their disposal to save recurring or different welding
tasks on a permanent basis. To do so, simply select the required memory location (JOB 1-100) and set
the welding task as described previously.
With the JOB manager
> see 5.5 chapter
, welding tasks can be copied to any preset or reset to the fac-
tory settings.
The desired JOB can also be assigned to a quick access button (favourites button)
> see 5.4 chapter
.
Switching a JOB is only possible if no welding current flows. Up-slope and down-slope times can be set
individually for latched and non-latched operation.
Selection
Figure 5-5