





























33
SECTION 6
Troubleshooting
ESP-200 Plasmarc Cutting System
6-5
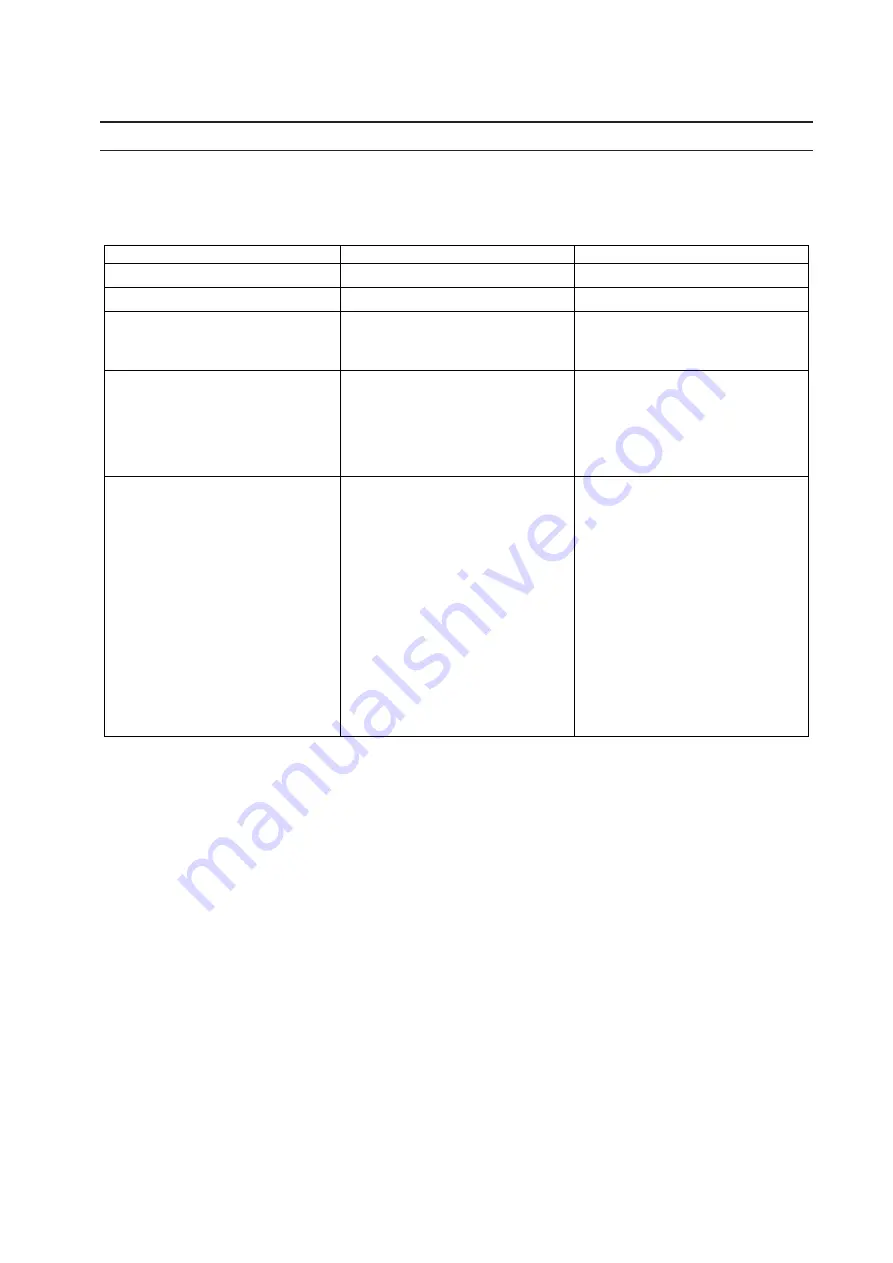
Problem
Problem
Problem
Problem
Possible Cause
Possible Cause
Possible Cause
Possible Cause
Corrective Action
Corrective Action
Corrective Action
Corrective Action
LEDX on MOD1 not ON
LEDX on MOD1 not ON
LEDX on MOD1 not ON
LEDX on MOD1 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ON
LEDX on MOD2 not ON when
LEDX on MOD2 not ON when
LEDX on MOD2 not ON when
LEDX on MOD2 not ON when
torch switch is depressed or start
torch switch is depressed or start
torch switch is depressed or start
torch switch is depressed or start
signal is sent
signal is sent
signal is sent
signal is sent
Arc does not transfer to work.
Arc does not transfer to work.
Arc does not transfer to work.
Arc does not transfer to work.
(Ope
(Ope
(Ope
(Open Circuit Voltage is between
n Circuit Voltage is between
n Circuit Voltage is between
n Circuit Voltage is between
315 and 355. Pilot arc IS
315 and 355. Pilot arc IS
315 and 355. Pilot arc IS
315 and 355. Pilot arc IS
present.)
present.)
present.)
present.)
1) Open connection between the
console WORK connector and the
workpiece.
1) a) Check continuity of WORK
cable and clamp
b) Attach clamp to workpiece
c) Ground work table to earth
ground
Arc do
Arc do
Arc do
Arc does not transfer to work.
es not transfer to work.
es not transfer to work.
es not transfer to work.
(Open Circuit Voltage is between
(Open Circuit Voltage is between
(Open Circuit Voltage is between
(Open Circuit Voltage is between
315 and 355. Pilot arc is NOT
315 and 355. Pilot arc is NOT
315 and 355. Pilot arc is NOT
315 and 355. Pilot arc is NOT
present.)
present.)
present.)
present.)
1) Pilot arc fuses F1 and/or F2 are
open.
2) Bad pilot arc contactor.
3) Bad K3.
4) Bad PCB1 in MOD2.
5) Nozzle to Electrode short in
torch.
6) Bad control PCB
7) No preflow signal from CNC.
8) Current setting to low
9) Contaminated or worn electrode.
1) Replace F1 and/or F2.
2) Replace pilot arc contactor.
3) Replace K3
4) Replace PCB1 in MOD2.
5) Disconnect torch from console.
Check for open between pilot
arc and torch leads. Repair if
shorted.
6) Replace control PCB.
7) Bad PCB1. Bad MOD1 PCB1.
8) Readjust Current setting. Torch
to high above workpiece.
9) Replace electrode.
SECTION 6
TROUBLESHOOTING
NOTE:
Additional Schematics and Wiring Diagrams on
NNYNN wYwQBQFS
BSFJODMVEFEJOTJEFUIFCBDLDPWFSPGUIJTNBOVBM
Содержание EPP-200
Страница 1: ...EPP 200 Precision Plasmarc Cutting System 0558007005 10 2007 Instruction Manual...
Страница 12: ...12 SECTION 2 DESCRIPTION...
Страница 20: ...20 SECTION 3 INSTALLATION...
Страница 28: ...28 SECTION 5 MAINTENANCE...
Страница 34: ...34 SECTION 6 TROUBLESHOOTING...
Страница 36: ...36 SECTION 7 REPLACEMENT PARTS...
Страница 37: ...37 SECTION 7 REPLACEMENT PARTS...
Страница 38: ...38 SECTION 7 REPLACEMENT PARTS...
Страница 39: ...39 SECTION 7 REPLACEMENT PARTS...
Страница 40: ...40 SECTION 7 REPLACEMENT PARTS...
Страница 41: ...SECTION 7 REPLACEMENT PARTS...
Страница 42: ...42 SECTION 7 REPLACEMENT PARTS...
Страница 43: ...43 SECTION 7 REPLACEMENT PARTS...
Страница 44: ...44 SECTION 7 REPLACEMENT PARTS...
Страница 45: ...45 SECTION 7 REPLACEMENT PARTS...
Страница 46: ...46 SECTION 7 REPLACEMENT PARTS...
Страница 47: ...47 SECTION 7 REPLACEMENT PARTS...
Страница 48: ...48 SECTION 7 REPLACEMENT PARTS...
Страница 49: ...49 SECTION 7 REPLACEMENT PARTS...
Страница 50: ...SECTION 7 REPLACEMENT PARTS...
Страница 51: ...Revision History 3FMFBTFE BOVBSZ 3FWJTJPO 6QEBUFE OQVU POEVDUPS BOE MJOF VTF DIBSU QFS BHFF 2...





















































