














12
SECTION 3
MAINTENANCE
3.1 GENERAL
Before any maintenance is attempted on this
torch, make sure the power switch on the con-
sole is in the "OFF" position and the primary
input is deenergized.
3.2 INSPECTION AND CLEANING OF
CONSUMABLES
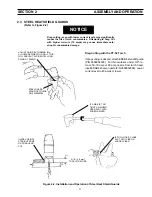
A. Disassemble the front end of the PT-32 as
follows:
1.
Position torch head in a downward direction
(refer to Figure 2-1) and remove the shield.
The nozzle will drop from the head and
remain in the shield. Unscrew the electrode
to remove it and the valve pin. Remove these
components and inspect for wear. The nozzle
and electrode will generally wear at the same
rate. For best performance, replace together.
2.
Nozzle: Replace if the orifice is clogged, nicked,
or out-of-round.
3.
Electrode:
When replacing the nozzle, always
inspect the electrode for wear. If more than
.06" of electrode Hafnium has eroded, replace
the electrode. If the electrode is used beyond
this recommended wear limit, damage to the
torch and power source may occur. Nozzle life
is also greatly reduced when using the elec-
trode below the recommended limit. Refer to
Figure 3-1.
4.
Shield: The face of the shield will gradually
erode from the heat and molten metal spray.
Replace the shield if more than 1/8 inch (3.2
mm) has eroded from the face. Refer to Fig-
ure 3-1.
5.
O-ring: Lubricate as per Figure 3-1. Replace
if cut or worn. Air leaking past this seal will
reduce cutting performance.
B. To replace the above front end components,
refer to Figure 2-1.
HEAT SHIELD
Figure 3-1. O-ring, Electrode, and Shield Maintenance
LUBRICANT (P/N 17672) CAN BE
APPLIED TO O-RING OR HEAT SHIELD.
THE HEAT SHIELD FACE WILL
GRADUALLY ERODE WITH USE.
SEE PARAGRAPH 3.2.A.4.
O-RING
REPLACE ELECTRODE BEFORE PITTING
BECOMES DEEPER THAN .06 INCH (1.5 MM)
NEW
Replace when eroded beyond
.06"(1.5mm) Depth.
WORN





















































