
























Oljepåfyllning och luftning
Packningar och tätningar är av högsta kvalitet, men en mindre oljeavgång kan ändå uppstå efter en tids användning
och lite olja måste då fyllas på. (Totala oljevolymen är ca 0,10 liter).
Före oljepåfyllning måste man tillse att pumpen är mycket noggrant rengjord utvändigt. Det är mycket viktigt att det
inte kommer in smutspartiklar i hydraulsystemet.
OBS! Använd
ABSOLUT INTE
nyckelgreppet 32 mm NV vid losstagning av det fasta handtagsröret.
Den olja som påfylls måste vara oanvänd och ren.
10
Medan pumpen fortfarande är i vertikalt läge (d v s med handtagen uppåt) skall oljenivån gå upp till påfyllningshå-
lets kant. Pumpa sedan med pressbackar i gaffeln tills fullt tryck uppnås, varefter kolven får gå tillbaka till viloläget.
Upprepa detta ett antal gånger tills pumpen är helt luftad. Låt påfyllningshålet vara öppet ca 10 min.
Därefter pumpas kolven ut försiktigt ca 10 mm och ytterligare lite olja fylls på så nivån med säkerhet går upp till
hålets kant. Sätt tillbaka och dra fast skruven. Kontrollera att gummipackningen finns på plats under skruvskallen
så att tätningen blir fullgod. Torka av den olja som eventuellt blivit spilld på oljebehållarens utsida. Montera tillbaka
handtagsröret. Därefter är pumpen klar för användning (= funktionsprovning).
Med tomma pressbackar skall snabbmatningen ske på ca 9 fulla pumpslag och därefter behövs det ytterligare ca 6
pumpslag innan fullt tryck uppnås.
Service
Om pumpen inte fungerar tillfredställande trots rätt handhavande, rätt oljemängd och luftning skall den insändas till
fabriken eller till auktoriserad serviceverkstad.
VIKTIGT!
Gör inga ingrepp i pumpsystemet. Pumpens konstruktion är komplicerad
och det krävs specialverktyg för demontering och montering av pumpdelarna.
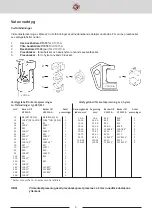
Placera pumpen i ett
skruvstycke med hand-
tagen uppåt och press-
verktyg monterade i
gaffeln.
Det fasta handtagsröret
skruvas loss med hjälp
av polygrip.
Lossa och tag ut
skruven i behållarens
(gummislangens)
övre ände. Sedan
fyller man på olja typ
Hydrex MV22 (mine-
ralolja)
Содержание V1311-A
Страница 27: ......







































































