
















51
You can adjust the drill block offset to indicate the direction (and by how much) the machine needs to travel in
order for the drill block to bore at the same location where the spindle did previously.
1. In the [Operation] page, click [JOG].
2. Go to the [Utilities] page and click [Block Offset].
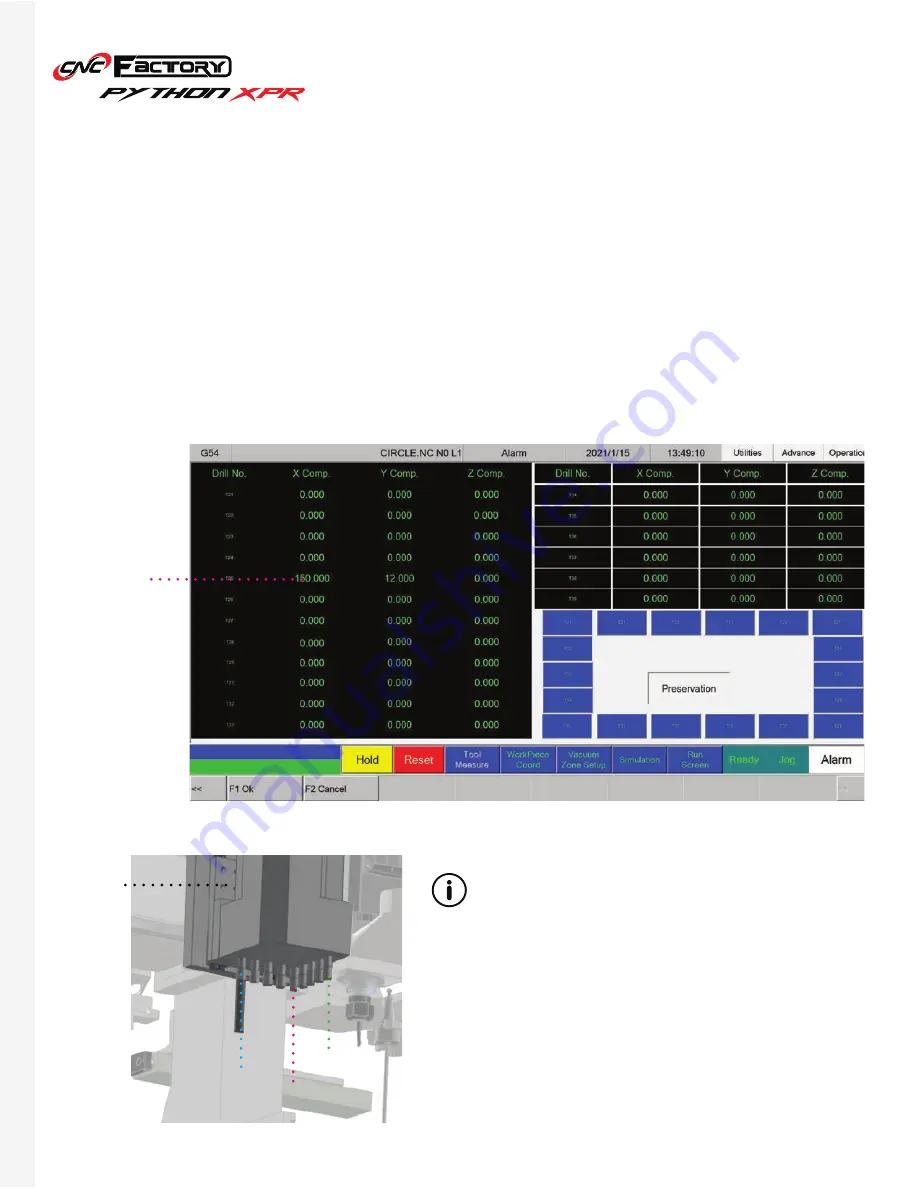
3. Highlight the field you want to adjust, type in the new value and press [Enter].
4. Once the number has changed, press [Preservation] to save.
5. If prompted for a password, type in “521” and press [F1 Ok].
Adjusting Drill Block Offsets
[requires upgrade]
We recommend adjusting T25 first and then just use
the values you placed there as a reference for other
numbers. Based on the physical layout of the drill
block:
• T25, T26, T27, T28, T29 should have the same X-axis
value
• T21, T22, T23, T24, T25 should have the same Y-axis
value.
• The distance between tool slots is 32mm.
For advanced users:
Adjust T25
first
T25
T29
T21
Drill
block
Содержание PYTHON XPR
Страница 1: ... U S E R G U I D E ...
Страница 53: ...Python XPR User Manual 2021 CNC Factory ...