















8
Parts & Service: 020 8988 7400 / E-mail: [email protected] or [email protected]
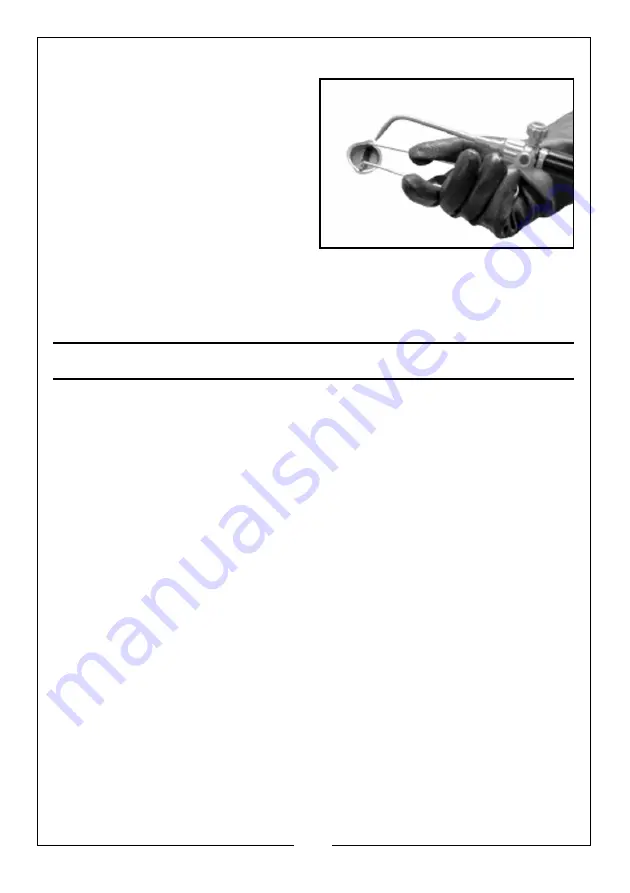
LIGHTING THE TORCH (FIG 9)
Open the torch acetylene valve
approximately one half turn and
ignite using the supplied spark igniter.
Open the torch valve until the flame
stops excessive smoking and leaves
the end of the nozzle tip about 3mm,
then reduce slightly to bring the
flame back to the tip.
Open the torch oxygen valve until a
bright inner cone appears in the
flame.
The point at which the feathery edges of the flame disappear and a sharp
inner cone is visible is called the “Neutral Flame”.
BASIC WELDING PROCEDURES
Gas welding is a method of joining similar metals by heating the adjacent
surfaces to melting point with an oxyacetylene flame and allowing the two
parts to fuse together with a filler metal being required on materials 5mm thick
or more. The resulting weld is as strong as the parent metal.
All metal to be joined should be thoroughly cleaned before welding. Oil,
grease, rust, scale or other impurities affect the weld quality and the tensile
strength. Metal of 5mm and over should be bevelled before attempting to
weld and when bevelled edges are to be joined. A filler rod of the same
material must be used.
The table below is a guide only showing recommended, oxygen and
acetylene pressures relating to the size of the material to be welded etc.
If a too larger tip is used and the flame is softened, the tip heats up
unnecessarily and is often accompanied by a popping noise which splatters
the weld puddle. Too hot a flame burns the steel and too small a flame is not
big enough to get the job done.
WELDING ROD
Welding rods are available in various sizes with the most common being
1.6mm, 2.4mm and 3.2mm. They are also available for welding mild steel, cast
iron and aluminium.
The size of rod will be determined by the type of weld, the metal thickness and
the amount of filler metal required.







































































