22
GMAW (MIG) WELDING
Metal inert gas (MIG) welding is an attractive alternative to MMA (stick welding), offering high deposition
rates and high productivity.
PROCESS CHARACTERISTICS
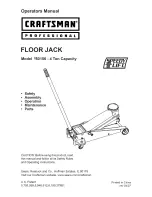
MIG welding is a versatile technique suitable for both thin sheet and thick section components. An arc is
struck between the end of a wire electrode and the workpiece, melting both of them to form a weld pool.
The wire serves as both heat source (via the arc at the wire tip) and filler metal for the joint. The wire is fed
through a copper contact tube (contact tip) which conducts welding current into the wire. The weld pool is
protected from the surrounding atmosphere by a shielding gas fed through a nozzle surrounding the wire.
Shielding gas selection depends on the material being welded and the application. The wire is fed from a
reel by a motor drive, and the welder moves the welding torch along the joint line. Wires may be solid (simple
drawn wires), or cored (composites formed from a metal sheath with a powdered flux or metal filling).
Consumables are generally competitively priced compared with those for other processes. The process
offers high productivity, as the wire is continuously fed.
Manual MIG welding is often referred as a semi-automatic process, as the wire feed rate and arc length are
controlled by the power source, but the travel speed and wire position are under manual control. The process
can also be mechanised when all the process parameters are not directly controlled by a welder, but might
still require manual adjustment during welding. When no manual intervention is needed during welding, the
process can be referred to as automatic. The process usually operates with the wire positively charged and
connected to a power source delivering a constant voltage. Selection of wire diameter (usually between 0.6
and 1.6mm) and wire feed speed determine the welding current, as the burn-off rate of the wire will form an
equilibrium with the feed speed.
SHIELDING GAS
In addition to general shielding of the arc and the weld pool, the shielding gas performs a number of
important functions:
• forms the arc plasma
• stabilises the arc roots on the material surface
• ensures smooth transfer of molten droplets from the wire to the weld pool
The shielding gas will have a substantial effect on the stability of the arc and metal transfer and the
behaviour of the weld pool, in particular, its penetration. General purpose shielding gases for MIG welding
are mixtures of argon, oxygen and CO2, and special gas mixtures may contain helium.
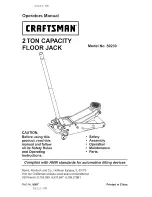
The gases which are normally used for the various materials are:
• Steels: CO2, argon +2 to 5% oxygen, argon +5 to 25% CO2.
• Non-ferrous (e.g. Aluminium, copper or nickel alloys): Argon, argon / helium.
Argon based gases, compared with CO2, are generally more tolerant to parameter settings and generate
lower spatter levels with the dip transfer mode. However, there is a greater risk of lack of fusion defects
because these gases are colder. As CO2 cannot be used in the open arc (pulsed or spray transfer) modes
due to high back-plasma forces, argon based gases containing oxygen or CO2 are normally employed.
TRIGGER
WELDING WIRE
FLUX COATING
ROD
ARC
CONTACT TIP
DROPLETS
SHIELDING GAS
ARC
MOLTEN WELD METAL
SHROUD
WORK PIECE
WORK PIECE
WORK PIECE
WORK PIECE
WORK PIECE
WORK PIECE
WORK PIECE
WORK PIECE
STRAIGHT GROUND
CORRECT PREPERATION
- STABLE ARC
INCORRECT PREPERATION
- STABLE ARC
RADIAL GROUND
ARC WANDER
TUNGSTEN ELECTRODE
GAS LENS
STABLE ARC
FLAT TIP
POINTED TIP
GRINDING WHEEL
GRINDING WHEEL
FILLER WIRE
Note: Do not use wheel for other jobs or tugsten can become contaminated and cause lower weld quality
MIG WELDING
ARGON
Ar-CO
2
-O
2
MILD STEEL
√
√
√
√
X
√
X
X
X
X
STAINLESS STEEL
LOW ALLOY STEEL
GALVINISED STEEL
ALUMINIUM
M
MIG
WELDING
GAS SELECTION CHART
GUIDE