


























43 |
A x i o m T o o l G r o u p
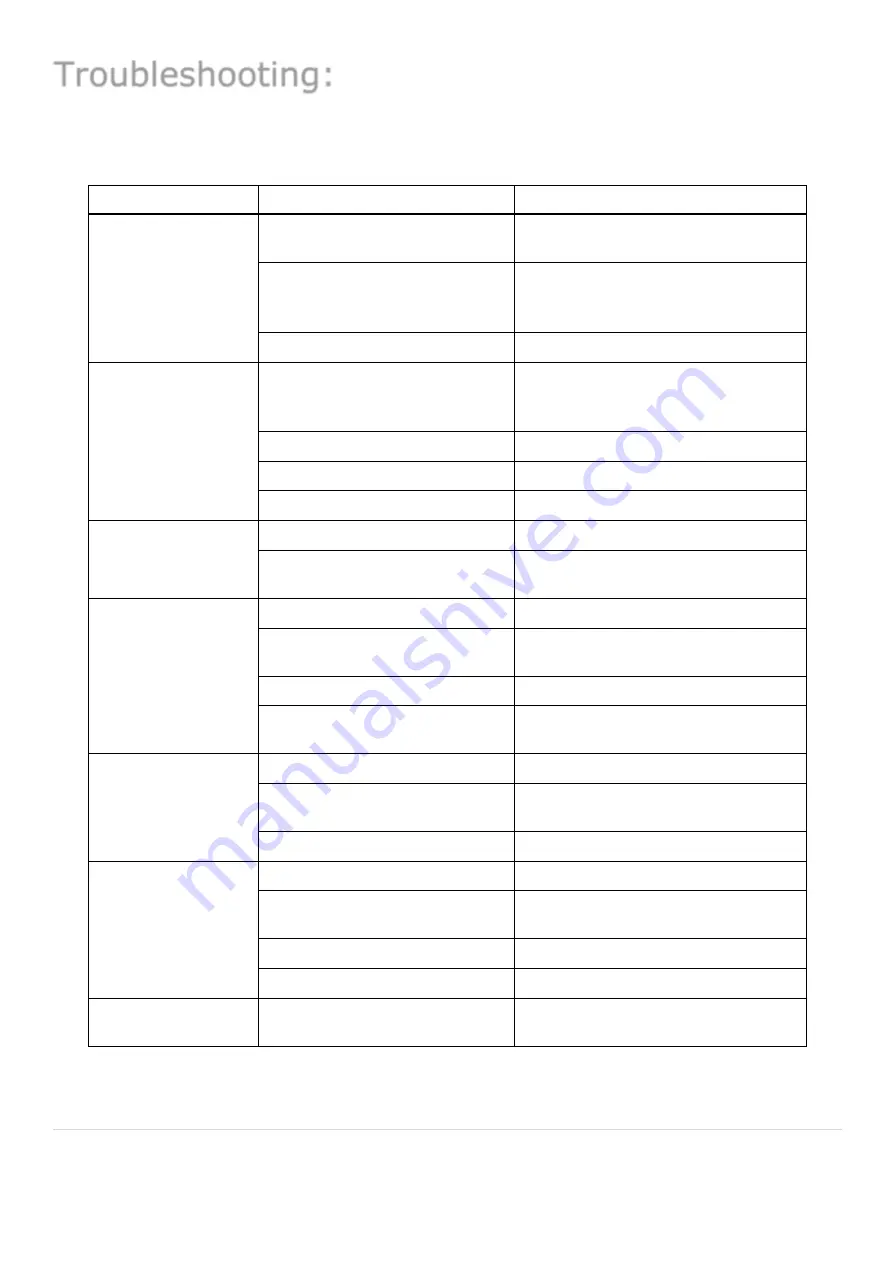
Mechanical & Electrical Problems:
Symptom
Possible Cause
Correction *
Motor will not start,
fuses blow or circuit
breakers trip.
Short circuit in line cord or plug.
Inspect cord or plug for damaged
insulation and shorted wires.
Loose or separated connection.
Inspect all connections between motor
and control box. *Some connections may
be hidden.
Blown Fuse
Test and Install correct fuses.
Motor attempts start
but will not turn.
Jammed spindle.
Disconnect from power, try turning
spindle by hand. Check reason for
jamming.
Motor faulty.
Replace spindle.
Spindle runs without coolant.
Replace motor. Maintain coolant level.
Incorrect voltage.
Check incoming voltage.
Motor overheats (shuts
off).
Dull cutting tools.
Use sharp tools.
No coolant in reservoir, or blockage
in coolant path.
Fill reservoir, check for obstacles in flow
path.
Motor stalls, resulting
in blown fuses or
tripped circuit.
Motor overloaded.
Reduce load on motor.
Short circuit in motor or loose
connections.
Inspect connections on motor for loose or
shorted terminals or worn insulation.
Low voltage.
Correct low voltage conditions.
Incorrect fuses or circuit breakers in
power line.
Install correct fuses or circuit breakers.
Router cutting depth
inconsistent.
Loose cutter.
Tighten cutter in spindle collet.
Spoil boards not flat.
Check that spoil boards are flat and clean
prior to fitting job.
Excessive play in Z-axis ball screw.
Inspect and correct if needed.
Machine won’t power
on.
E-stop switch engaged.
Release red E-stop switch.
No incoming power.
Check power plug connection. Check
condition of power cable.
Faulty start switch.
Inspect and replace.
Internal breaker faulty.
Replace breaker.
Machine will not home. Limit switches damaged,
disconnected or misadjusted.
Inspect limit switches and correct
problem.
Troubleshooting:
Содержание AR16 ELITE
Страница 1: ...AR8 16 ELITE MANUAL Axiom Tool Group Inc All rights reserved Rev 1 2 2020 ...
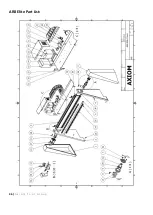
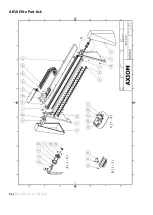
Страница 46: ...46 A x i o m T o o l G r o u p AR8 Elite Part List ...
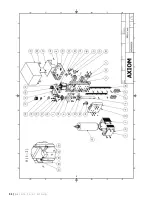
Страница 47: ...47 A x i o m T o o l G r o u p ...
Страница 48: ...48 A x i o m T o o l G r o u p ...
Страница 49: ...49 A x i o m T o o l G r o u p ...
Страница 50: ...50 A x i o m T o o l G r o u p ...
Страница 51: ...51 A x i o m T o o l G r o u p ...
Страница 52: ...52 A x i o m T o o l G r o u p ...
Страница 53: ...53 A x i o m T o o l G r o u p ...
Страница 54: ...54 A x i o m T o o l G r o u p ...
Страница 55: ...55 A x i o m T o o l G r o u p AR16 Elite Part List ...
Страница 56: ...56 A x i o m T o o l G r o u p ...
Страница 57: ...57 A x i o m T o o l G r o u p ...
Страница 58: ...58 A x i o m T o o l G r o u p ...
Страница 59: ...59 A x i o m T o o l G r o u p ...
Страница 60: ...60 A x i o m T o o l G r o u p ...
Страница 61: ...61 A x i o m T o o l G r o u p ...
Страница 62: ...62 A x i o m T o o l G r o u p ...
Страница 63: ...63 A x i o m T o o l G r o u p ...
Страница 64: ...64 A x i o m T o o l G r o u p ...
Страница 65: ...65 A x i o m T o o l G r o u p ...
Страница 68: ...68 A x i o m T o o l G r o u p ...





















































