























When the traceability data were entered, the machine displays the first input
screen of the welding process proper (see
Display 5). In this display, it is possible to
start the welding process and to customize
the configuration of the machine.
The welder will enter all settings and perform
all control actions on the touchscreen panel.
4.3 Configuring the Machine
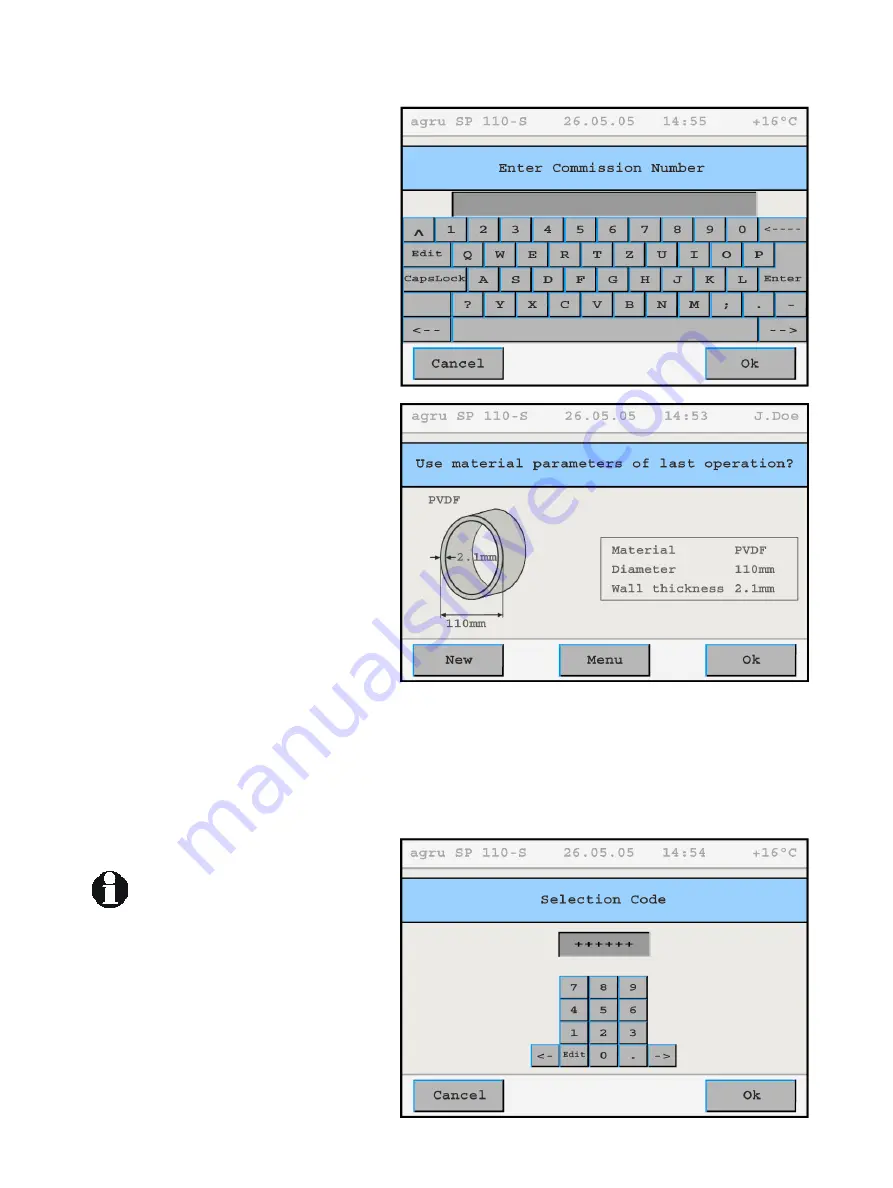
In the first input screen of the welding
process proper (Display 5), the key data of
the last welding are shown (material, diame-
ter, and wall thickness of the welded pipe).
Furthermore, the status bar at the top of the
screen shows the date, time of day, and also
either the current ambient temperature or the
power supply voltage or the welder’s name or
code.
Display 4
Info
In Display 5, the welder has the possibility to:
• immediately start a welding process
that will be performed with the same
welding parameters as the previous
welding (touch the “Ok” button and
move on to section 4.6);
• enter new pipe-related data for the next
welding (touch the “New” button and
move on to section 4.4);
• change the machine settings in the con-
figuration menu (touch the “Menu” but-
ton);
• to read a new welder ID code using the
scanning wand; or
• display the date for the next scheduled
maintenance on the screen by touching
“New” button for some time.
Display 5
The first five options of the configuration menu are immediately accessible,
the other options will be displayed only after an access code for the ma-
chine, the so-called selection code, was entered (see Display 6). The menu
has the items listed in the following table. To toggle between various possi-
ble settings, or to open a sub-menu for a given menu item, touch the appro-
priate button.
Some of the buttons next to menu
option change their color when
they were pressed and are then
displayed as though the button is
held down. In this case the “held
down” button mean that this
menu option is the selected
ption.
tains the options
listed in the following table.
o
The Configuration Menu con
Version December 2006
agru SP 110-S User’s Manual
11
Display 6





















































