1.1
1.2
1.3
1.4
1.5
PART B: UNIVERSAL PEELING TOOLS
By using the aquatherm universal peeling tools the end pieces of the
aquatherm OT (oxygen tight), UV (UV-resistant) and MS (multilayer
stabi) pipes can be peeled. By the uniform removal of the outer layer
of the pipe any extension of the pipe system by electrofusion socket or
fitting is possible. The universal peeling tools are available in the sizes
Ø 20- Ø 125 mm (Art.-No. 50479 – 50488). The peeling process is done
either mechanically or manually. For the mechanical processing two
attachment plates for pipe sizes Ø20- Ø63 mm (Art.-No. 50499) and Ø75-
Ø125 (Art.-No. 50500) mm are available. For the mechanically processing
of the electrofusion sockets the peeler is extended by an attachment
(Art.-No. 50489 – 50498). The power drill should have a high torque.
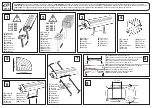
1. INSTRUCTIONS FOR THE MECHANICAL PEELING PROCESS
1.1.
The attachment plate is clamped with the hexagon bolt in the
power drill.
1.2.
The peeler is fixed with its screws in the slot matching the
diameter of the attachment plate and rotated clockwise so that
the peeler adheres to the attachment plate.
1.3.
The peeling tool clamped on the chuck is set by the lead to the end
of the pipe.
1.4.
The peeling process starts with rotation of the peeling tool upon
slight force in axial direction. The peeling operation is completed
when the attachment plate strikes against the pipe end.
1.5.
The pipe now can be welded by socket welding method.
2. INSTRUCTIONS FOR THE MECHANICAL PEELING PROCESS
FOR ELECTROFUSION SOCKETS
2.1.
The extension is centered with the peeler through the superimpo-
sed chamfer fit and fastened with three Allen screws.
2.2.
The attachment plate is clamped with the hexagon bolt in the
power drill and connected with the peeling tool (see photo
1.2.
).
2.3.
The peeling process starts with rotation of the peeling tool upon
slight force in axial direction. The peeling operation is completed
when the carrier plate strikes against the pipe end.
2.4.
The peeling tool is withdrawn from the pipe and the E-socket wel-
ding process can start.
3. PEELING INSTRUCTIONS FOR MANUAL PEELING
3.1.
For the manual peeling two handles are mounted at the peeling tool.
3.2.
The peeling tool is pushed onto the untreated pipe up to the stop.
3.3.
The peeling tool is turned clockwise as long as the marked pee-
ling depth (see table) is reached.
3.4.
If the specified/marked peeling depth (see table) is reached, the
peel ing tool is removed and the socket welding process can start.
If the electric socket can be used as a sliding sleeve, the peeling
depth for the electric socket welding (see table) must be doubled.