














2
GENERAL SAFETY INSTRUCTIONS
EXTREME CAUTION SHOULD BE USED IN OPEATION ALL POWER TOOLS. KNOW YOUR
POWER TOOL, BE FAMILIAR WITHITS OPEARTION.
READ THE OWNER’S MANUAL AND
PRACTICE SAFE USAGE PROCEDURES AT ALL TIMES.
◆
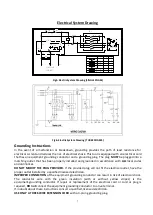
CONNECT
your machine
ONLY
to the matched and specified power source.
◆
WEAR SAFETY G LASSES, RESPIRATORS, HEARING PROTECTION
and
SAFFTY SHOES
when
operating heavy machinery.
Always wear safety glasses.
◆
DO not
wear loose clothing or jewellery when operating machinery.
◆
A Safe Environment is important.
Keep the area free of dust, dirt and other debris in the
immediate vicinity of the machine.
◆
BE ALERT!
Do Not Use prescription or other drugs that may affect your ability or
judgments to safely use this machine.
◆
DISCONNECT
the power source when changing tool bits and or any equipment.
◆
NEVER
leave an operating tool unattended.
◆
ALWAYS
keep blades, knives or bits sharp and properly aligned.
◆
ALWAYS
keep all safety guards in place and ensure their proper function.
◆
ALWAYS
make sure that any tools used for adjustments are removed before operating the
machine.
◆
ALWAYS
secure your work with the appropriate clamps or vises.
◆
ALWAYS
keep bystanders safely away while operating machinery.
◆
DO NOT
change speed while spindle is running.
◆
3-JAW CHUCK OR 4-JAW CHUCK
MAX.SPEED
2500r/min
◆
THINK SAFELY. WORK SAFELY.
Never attempt a procedure if it dose not feel safe or
comfortable.
Содержание BL330E
Страница 1: ......
Страница 10: ...10 ...
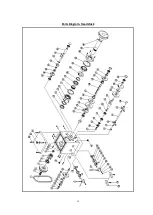
Страница 14: ...14 Parts Diagram Headstock ...
Страница 16: ...16 Parts Diagram Trestle ...
Страница 18: ...18 Parts Diagram Bed ...
Страница 20: ...20 Parts Diagram Apron ...
Страница 22: ...22 Parts Diagram Tailstock ...
Страница 24: ...24 Parts Diagram Change Gear Box ...




























































