


















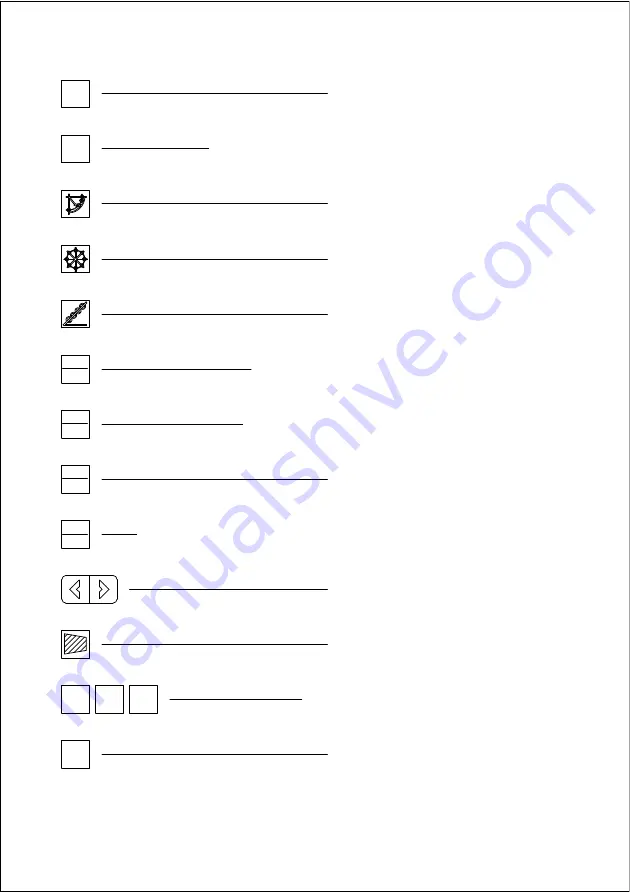
REF function Key
REF
200 groups of SDM Auxiliary coordinates Key
SDM
Arc Machining Function Key
PCD Function Key
PLD Function Key
Sin Function/200 sets of Tool offset Key
Cos Function/200 sets of Tool Offset Key
Tan Function Key
tan
cm
3
Absolute and Incremental Coordinate Conversion Key
ABS
INC
Switching Key
Taper Measuring Key
Axis Value Zeroing/Recovery Key
Digital Filtering/EDM key
X
0
Y
0
Z
0
SIFT
sin
TOOL
cos
CALL
Содержание A20-2V
Страница 1: ...LED DIGITAL READOUTS Operation Manual Version 2 0 Driven by Innovation...
Страница 2: ...A20 3V Keypad A20 2V Keypad ENT T ENT T E N N T E N N T...
Страница 54: ...1 Parameter 2 Dimension 3 Troubleshooting 5 Appendix Appendix...
Страница 56: ...5 2 Dimension ENT T T 45 Appendix...
Страница 59: ...Driven by Innovation X 0 Y 0 Z 0 X Y Z Operation Manual Version 2 0 DIGITAL READOUTS...





















































