






6.
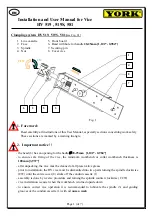
Making clamping jaw with of the line cassette
Dimensions minimum and optimum clamping jaw see page No.3, Fig.2b. Making clamping
jaw with of the line cassette is recommended made with finish allowance. First is make
mortising on front board into clamping jaw, follow drilling hole for spindle (
∅
30 for HV
519(S) and HV 581). See Fig.4a. Then is must insert eventually glue together to remainder
parts. Finally, is screw the line cassette . See Fig.4b.
7.
Completion mounting clamping jaw
The spindle complet with face insert into hole clamping jaw. Position the face is parallel to
jaw. The face screw-bolt.
Page 5 (of 7)
L
mm["]
ks
6-8
[0,24"-0,32"]
L=min
50
[
L=min
2"]
5
∅
4-6
[0,16"-0,24"
]
L
mm["]
ks
6-8
[0,24"-0,32"]
L=min
50
[
L=min
2"]
2
∅
4-6
[0,16"-0,24"
]
Fig.4a
Fig.5
∅
∅
S
mm["]
Fig.4b
∅
∅
S
mm["]
Mortising on front board (5)
into clamping jaw







































































