



















15
Troubleshooting
• Extension cord being used is not heavy
duty
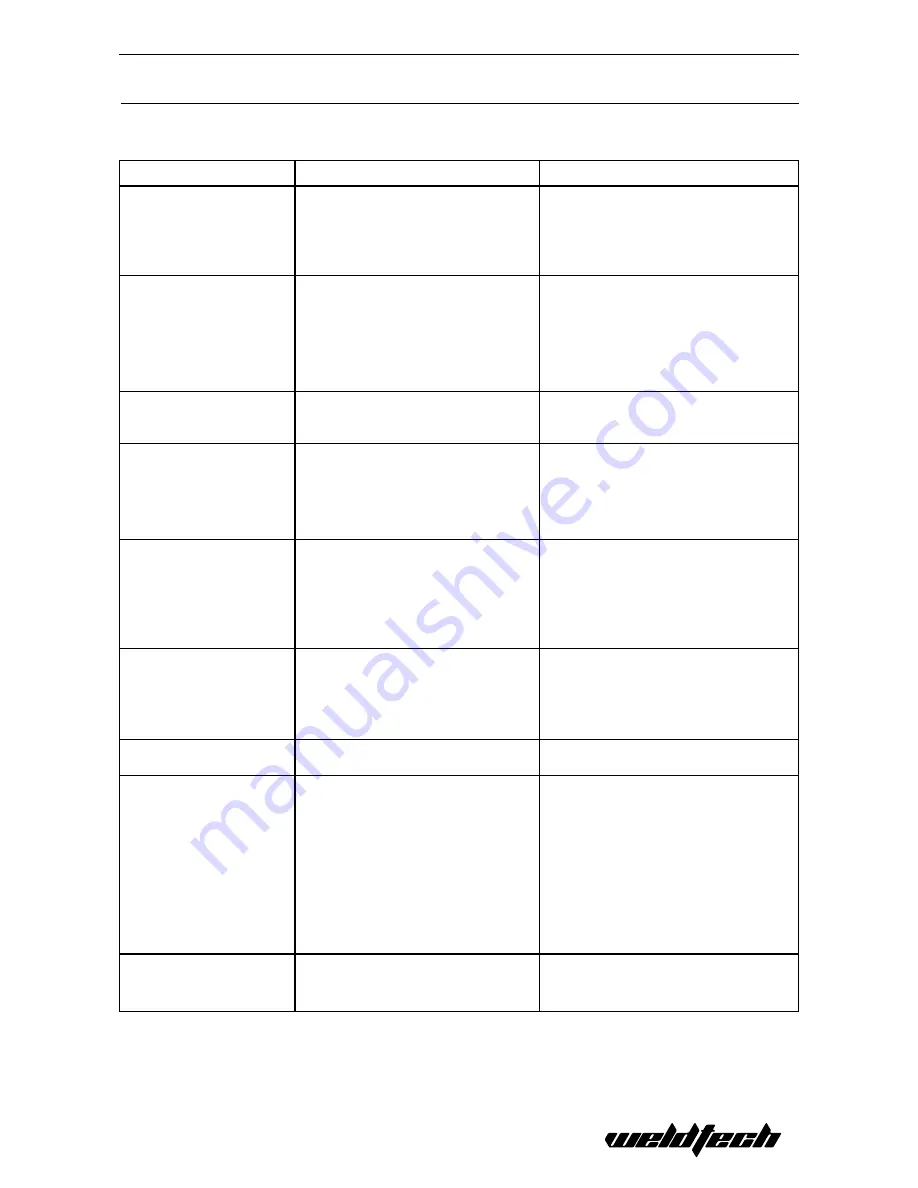
PROBLEM
CAUSE
SOLUTION
Torch will not come on
• Power switch OFF
• Air supply is not of sufficient volume or
pressure
• Work piece ground clamp not attached.
• Turn power switch to the ON position
• Check air supply (60–80 PSI, 3.5cfm required)
• Attach to work piece or to steel table with
work piece securely clamped to table
Sparks are shooting upward
instead of down through the
material.
• Plasma torch is not piercing the material
• Torch may be too far away from the
workpiece
• Material may not be earthed properly
• Travel speed too fast
• Increase current
• Decrease the distance of your torch to the
workpiece
• Check connections for proper earth
• Reduce speed
Beginning of cut not
completely pierced
• Possible earth connection problem
• Check all connections
Dross build-up on parts of
cuts
• Tool/material building up heat
• Cutting speed too slow or current too
high
• Worn torch parts
• Allow material to cool then continue cut.
• Increase speed and/or reduce current until
dross is reduced to minimum
• Inspect and repair or replace worn parts
Arc stops while cutting
• Cutting speed too slow
• Torch is too high, away from material
• Worn torch parts
• Workpiece earth cable disconnected
• Increase speed until problem solved
• Lower torch to recommended height
• Inspect and repair or replace worn parts
• Connect workpiece earth clamp to work
piece or steel table.
Insufficient penetration
• Cutting speed too fast
• Torch tilted too much
• Metal too thick for plasma capacity
• Worn torch parts
• Slow down travel speed
• Adjust tilt
• Several passes may be necessary
• Inspect and repair or replace worn parts
Arc sputters/flares
• Water in the air supply
• Install air drier or additional filtration
Consumables wear quickly
• Exceeding unit capability
• Excessive ARC starting HF use
• Improperly assembled torch
• Inadequate air supply, pressure too low
• Faulty air compressor
• Material too thick, increase angle to
prevent blow back into torch tip
• Do not operate HF ARC starting for more
than 3 seconds - you can also start with
torch in contact with metal or within 1/16”
of metal
• See section ‘Replacing Consumables’
• Check air filters, increase air pressure
• Check air compressor operation and make
sure input air pressure is at least 100 PSI
Circuit breaker/fuse trips
while operating
• Use a heavy duty extension cord (2.5mm
diameter)
If you have any problems in setting up or operating the machine,
please first re-consult this manual.
Summary of Contents for SC40C
Page 1: ...OPERATING INSTRUCTIONS SC40C 40A INVERTER PLASMA CUTTER www weldtech net nz ...
Page 16: ...16 ...
Page 18: ...18 ...
Page 19: ...19 ...







































































