Parts & Service 28/06/2009 902-001-2 Rev 0
11 of 28
There are three main sections to the hydraulic kit installation which consists of:
1. Fitting of the Junction Manifold Block to the dipper arm.
2. Fitting of the I-Lock Control Valve in the engine compartment.
3. Routing the 3 Line Hydraulic Circuit to complete the hydraulic part of the coupler installation.
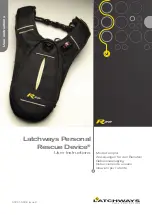
4.0 JUNCTION MANIFOLD POSITION
The Junction Manifold block is a 9 port block designed to enable
multiple routing options and variable positional options to optimize the
jumper hose routing at the base of the dipper arm. Note correct
orientation.
(Fig 4.0.1)
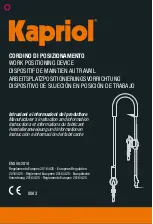
•
Positioning of the Junction Manifold Block
and the hose routing option is critical to the
life cycle of the jumper hoses.
(Fig 4.0.2)
•
To determine the optimum position of the Junction Manifold Block firstly rotate the crowd
cylinder through full rotation to check available clearances for the manifold at both full stroke and
zero stroke.
•
The manifold should be placed as close as possible to the main dipper pin to minimize jumper
hose length – when utilizing universal jumper hose kits any excess jumper hose can be then
contained inside the coupler body.
4.1 FITTING THE JUNCTION MANIFOLD BLOCK
•
Once the optimum position has been determined, clean and prepare the surface of the dipper arm to
be welded.
•
Lightly tack the manifold into position, carefully tacking only the ends of the manifold. (Refer to
welding precautions and carrier machine service manual for welding instructions)
•
Fit one adaptor to the manifold and rout one jumper hose from the manifold to the coupler cylinder.
•
Crowd coupler
SLOWLY
through full rotation checking that the hose can move freely and is not
subject to pinching or crushing at any point. Re-position manifold if required.
•
Remove jumper hose, stitch weld the ends ONLY of the manifold block to
the dipper arm.
(Fig 4.1.1 Stitch weld location)
•
Touch up paint finish on welded component to match carrier machine
colour.
SECTION 4: HYDRAULIC KIT INSTALLATION
Fig 4.0.1 Junction Manifold Block
Fig 4.0.2 Hose routing options
Fig 4.1.1 Stitch weld location
Weld here on both ends
This side to dipper arm
(Correct orientation)