

























13
Model 201BA BEVELMASTER
TM
92-0631 : Orig. 960119
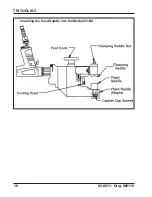
Retract the Cutting Head by rotating the Feed Knob.
The pipe or tube to be end prepped may now be set into the Adjustable Saddle.
The Clamping Saddle Nut is turned, lowering the Clamping Saddle down onto the
pipe or tube.
Pipe Position when seated between the Saddles
Tool Bit to pipe clearance
Continue this operation until the pipe or tube is clamped securely between the
Adjustable Saddle and the Clamping saddle.
Verify a clearance of 1/8” (3.2 mm) minimum between the Tool Bit and the pipe or
tube face.







































































