





























page 16
When the fingerboard’s dry, remove the rubber band clamp.
The bone nut blank should be smooth-walled, square-bot-
tomed, and of uniform thickness. If it needs smoothing or
thicknessing, sand it with 100- and 220-grit sandpaper, dou-
ble-stick taped to a flat surface.
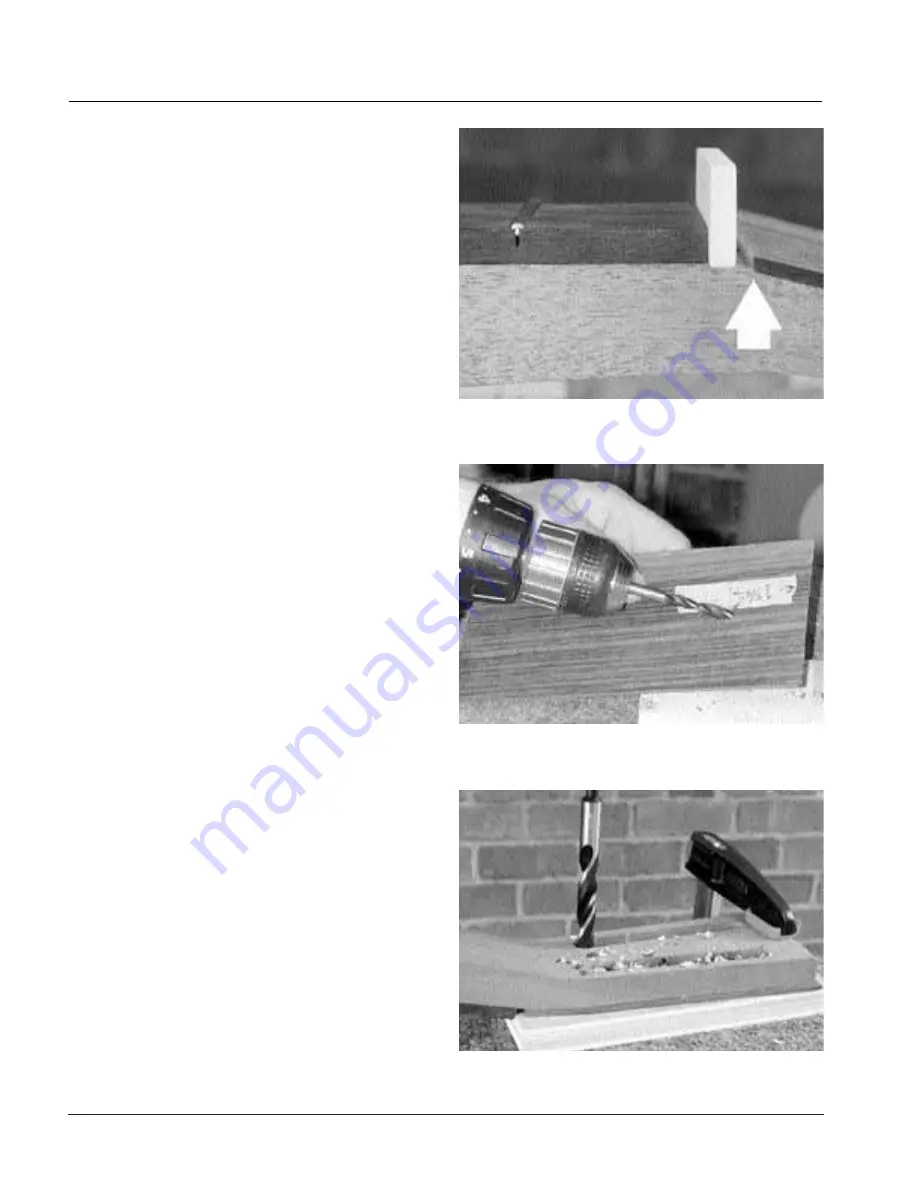
Place the nut blank on the flat ledge that remains between
the end of the fingerboard and the break angle of the peg-
head. File or sand a 14° angle on one end of the peghead
overlay so that it butts flush and tight up to the back edge of
the nut
(33)
. Once the overlay is glued on, the space
between the overlay and the fingerboard will be a perfectly-
sized channel for the nut.
Dry-clamp the overlay in place. With a pencil, mark a point 1-
9/16" from the back edge of the nut, centered on the
peghead’s width. Drill a 1/4" hole at that point. This is the
access hole for the truss rod.
Remove the clamps from the overlay. Hold the overlay in one
hand and elongate the hole by slowly tilting the overlay
against a running drill bit
(34)
. You may want to practice this
on a piece of scrap (there’s plenty of excess overlay that gets
trimmed away, so practice on that). You’ll end up with an
elongated access hole for the 1/8" Allen wrench that adjusts
the peghead.
Mark the peghead shape on the overlay. Trim away most of
the excess, to within 1/8" all around the peghead. Use pro-
tective cauls on the face and rear of the peghead, and glue
on the overlay. Keep the overlay pressed tightly against the
nut during alignment.
When the glue’s dry, clamp the peghead firmly, face down,
on a scrap of plywood. Use a 7/16" bit to drill holes against
each end of the tuning machine channels (the channel will
keep the drill bit lined up), and then drill several holes in
between these holes in the remainder of each channel
(35)
to eliminate as much of the wood as possible.
Installing the peghead overlay
33.
File or sand a 14° angle on one end of the overlay so that it fits
flush and tight to the nut.
34.
Hold the overlay in one hand and elongate the hole by slowly
tilting the overlay against the running drill bit.
35.
Use a 7/16" drill bit to drill holes against each end of the tuning
machine channels.

























































