






















6918600000
13
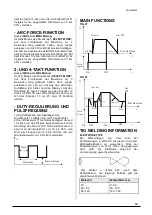
MAIN FUNCTIONS
TIG 2T
TIG 4T
TIG WELDING INFORMATION
ELECTRODE TYPE
STEL recommends the use of Ceriated Tungsten
electrodes (grey) for optimum arc ignition and
welding performance during either AC or DC
welding. A suitable electrode point is made as
shown in this example.
Angle a varies as the welding current varies; the
following table recommends the value:
FILLER MATERIAL
Basic rules:
1 ) Always use the same filler rod specification
with the same mechanical and chemical properties
as the material to be welded;
2) it is recommended not to use parts of the base
material, as they could contain impurities due to
the work process;
3) if the material used has a different chemical
composition, it is advisable to assess the final
characteristics of the joint, both mechanical and
anti-corrosive.
GAS
The shielding gas normally used is pure argon with
a gas flow rate that varies according to the current
used and joint set up (4-6 I/min).
TIG WELDING ON COPPER
Due to the properties already described, TIG
welding is also excellent for working on materials
with high heat conductivity. The gas used is mostly
argon and, in the case of copper, the use of a
reversed support is recommended. Preparation of
the edges for welding copper (flat butt joint).
The electrode used is of the same type described
for welding steel; it is prepared as described
above. To avoid possible oxidation in the welded
area, weld materials containing phosphor, silicon
and deoxidizing components are used.
Angle (°)
Welding current A
30
60 – 90
90 –120
5 - 30
30 - 120
120 - 160
On
Off
Arc on
Arc
off
Post Gas time
t
t
On
On
Arc on
Arc off
Post Gas time
t
t
Off
t
slope down
A
Torch
trigger
preGas
A
Torch
trigger
t
slope up
preGas
t
slope down
Off
Base Current 1
Base Current 2





















































