

























-62-
For Machines Mfg. Since 8/09
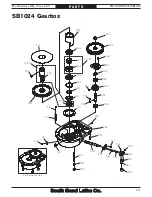
SB1024/SB1025/SB1026
TROUBLESHOOTING
Symptom
Possible Cause
Possible Solution
Tool slips in collect.
1.
Collet is not fully drawn into
spindle taper.
1.
Snug up the drawbar to fully seat the collet.
2.
Wrong size collet.
2.
Use correct collect for tool shank diameter.
3.
Debris on mating surfaces of collet
and spindle.
3.
Remove oil and debris from mating surfaces, then
re-install.
4.
Excessive depth of cut.
4.
Decrease depth of cut and allow chips to clear.
Tool breakage.
1.
Spindle speed too slow/feed rate too
fast.
1.
Use correct spindle speed and feed rate (Page 37).
2.
Tool getting too hot.
2.
Use coolant; reduce spindle speed/feed rate
(Page 37).
3.
Excessive depth of cut.
3.
Decrease depth of cut and allow chips to clear.
Workpiece chatters
or vibrates during
operation.
1.
Table/saddle/knee locks not tight.
1.
Tighten all locks on mill that are not associated
with necessary table movement for the operation.
2.
Workpiece not securely clamped to
table or mill vise.
2.
Check that clamping is tight and sufficient for the
operation; make sure mill vise is clamped tight to
table.
3.
Tool not secure or is damaged.
3.
Properly secure the tool; replace if damaged.
4.
Spindle speed too fast/feed rate too
slow.
4.
Use correct spindle speed and feed rate (Page 37).
5.
Gibs are too loose.
5.
Properly adjust gibs (Page 58).
Table hard to
move.
1.
Table/saddle/knee locks are
tightened down.
1.
Full loosen locks needed for movement.
2.
Chips have loaded up on the ways.
2.
Frequently clean away chips from the ways that
build up during operation.
3.
Ways are dry and in need of
lubrication.
3.
Use the one-shot oiler (Page 52).
4.
Gibs are too tight.
4.
Properly adjust gibs (Page 58).
Bad surface finish.
1.
Wrong spindle speed/feed rate.
1.
Use correct spindle speed and feed rate (Page 37).
2.
Dull/damaged tool; wrong tool for
operation.
2.
Sharpen/replace tool; use correct tool for operation.
3.
Wrong spindle rotation direction for
tool.
3.
Check for proper spindle rotation direction for tool.
4.
Workpiece not securely clamped to
table or mill vise.
4.
Check that clamping is tight and sufficient for the
operation; make sure mill vise is clamped tight to
table.
5.
Gibs are too loose.
5.
Properly adjust gibs (Page 58).
Power feed chatters
or grinds during
operation.
1.
Brass bevel gear is not meshed with
the drive gear.
1.
Remove parts from the power feed side of the
longitudinal leadscrew to ensure the bevel gear is
properly meshed; make sure the ball handle nut is
tight.
2.
Power feed unit is at fault
2.
Replace.
!
Summary of Contents for SB1025F
Page 102: ......
Page 104: ...Printed In Taiwan JBTS12116...







































































