













TSX1D200MTS V1 FEB13
- 33 -
10
Accessories
The SifWeld MTS200 unit is suitable for use in the MIG, TIG and MMA applications.
Therefore for ease we have listed a range of useful accessories below.
Image
Part No
Item
Description
AE3005LX
1S 2G Argon
Regulator
Single stage, two gauge Argon
regulator
TWN001COMP
Gas Input Hose
Mini MIG Hose
FXMT2003
SifGun MIG
200A 3m Euro MIG Gun
TSX1D200SOG
Spool-on MIG Gun
4m Spool-on Gun, accommodates
D-100 spools
FXTT092645
SifGun TIG
4m TIG Gun with rocker switch
FXADF2012
SifLite Olympian
ADF 9-13 auto darkening welding
helmet
DZ10012
Inverter Trolley
Black inverter trolley
ET001W
MIG Helper Pliers
Multi-functional MIG pliers
ETMTS
Magnetic Torch
Holder
Magnetic MIG & TIG Torch holder
Summary of Contents for MTS 200
Page 1: ...MTS 200 User Manual SWMTS001 TSX1D200MTS ...
Page 9: ...TSX1D200MTS V1 FEB13 9 Diagram for Installation for MIG Applications ...
Page 12: ...TSX1D200MTS V1 FEB13 12 Diagram for Installation for Spool On Gun MIG Applications ...
Page 14: ...TSX1D200MTS V1 FEB13 14 Diagram for Installation for TIG Applications ...
Page 16: ...TSX1D200MTS V1 FEB13 16 Diagram for Installation for MMA Applications ...
Page 22: ...TSX1D200MTS V1 FEB13 22 4 Hot Start ...
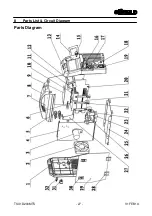
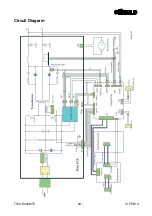
Page 27: ...TSX1D200MTS V1 FEB13 27 8 Parts List Circuit Diagram Parts Diagram ...







































































