





























_________________________________________________________________________________________
schunk.com
XND.00005.022_A – 10/2018
25
10.3
Troubleshooting, eliminating faults .......................................................................... 41
10.4
Removing and replacing parts ................................................................................... 41
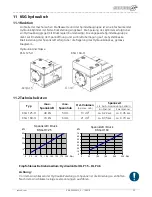
11
KSG hydraulic .......................................................................................... 42
11.1
Function ....................................................................................................................... 42
11.2
Technical data .............................................................................................................. 42
11.3
Servicing, cleaning, maintenance ............................................................................... 43
11.4
Troubleshooting, eliminating faults .......................................................................... 43
11.5
Removing and replacing parts ................................................................................... 43
11.6
Risks of hydraulic system ............................................................................................ 44
12
Taking out of service .............................................................................. 44
13
Zertifikat / Certificat ............................................................................... 45
13.1
Winkligkeit / Angles.................................................................................................... 46
13.2
Form- und Lagetoleranzen / Form and positional tolerances .................................. 47
14
EC declaration of incorporation ............................................................. 48







































































