



















_________________________________________________________________________________________
www.schunk.de
XND.00018.002_A – 10/2018
27
7.2
Complete dismantling
7.2.1
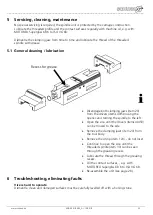
Removing the spindle
Dismantling (see page 26).
Remove the cover plate (item 65).
Release threaded pins (item 100) on both sides.
Remove M6x20 cylinder screws (item 90).
Remove centring fork (item 60) - do not lose!
The threaded spindle (item 30) can now be pulled out.
7.2.2
Removing the cover plate
Slide the cover plate sideways into a rounded area.
Push on the cover plate on the same side until it
disengages from the lock.
100
60
90
65
30







































































