






















6
DEUTSCH
Einstellung des Off-Sets:
„+“ und „-„ Taste gleichzeitig drücken. Anschießend kann mit einer
dieser Tasten und einem externen Temperaturmessgerät das Heizelement kalibriert werden.
Zeigt das Heizelement einen kleineren Wert an als das externe Temperaturmessgerät so
muss die Differenz mit der „+“ Taste eingestellt werden. Bei entgegengesetzten
Anzeigewerten ist die Differenz mit der „-„ Taste einzustellen. Erscheint „Er1“ ist die Elektronik
defekt. Bei „Er2“ ist der Widerstandsthermometer defekt oder nicht angeschlossen.
Verbrennungsgefahr! Das Heizelement kann eine Temperatur von ca. 290°C
erreichen.
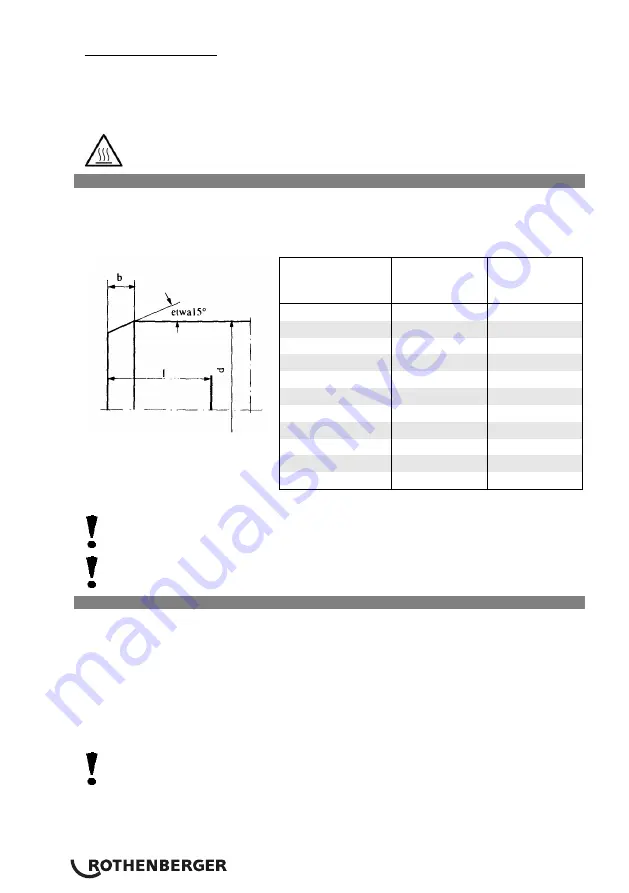
3.2.2 Vorbereitung der Schweißung
Rohrende gemäß
Bild 1
und
Tabelle 1
anfasen.
Verbindungsfläche des Rohres gemäß den Angaben des Formstückherstellers bearbeiten.
Auf dem Rohrende die Einstecktiefe in Abstand l gemäß Tabelle 1 anbringen
Das Formstück ist innen mit einem geeignetem Entfettungsmittel und einem nicht
fasernden Papier gründlich zu säubern.
Witterungseinflüsse beachten!
3.2.3
Schweißvorgang
Rohr und Formstück zügig und axial bis zur Markierung auf die am Heizelement ange-
brachten Heizdorn und -buchse schieben und fixieren.
Für die Dauer der Anwärmzeit, gemäß Tabelle 2
– 4, fixiert halten.
Nach Ablauf der Anwärmzeit Rohr und Formstück ruckartig von Heizdorn und -buchse
ziehen und sofort (in Tabelle 2 - 4 entsprechender Umstellzeit) ohne verdrehen bis zur
Markierung zusammenschieben.
Die zusammengeschobene Verbindung gemäß Tabelle 2 - 4 fixiert halten, und danach
abkühlen lassen.
Die Schweißverbindung darf erst nach Ablauf der Abkühlzeit durch die weiteren
Verlegearbeiten beansprucht werden!
Nach jedem Schweißvorgang Heizdorn und -buchse mit nicht fasernden Papier und
geeignetem Entfettungsmittel reinigen.
Rohrdurchmesser
Rohrfase
Einstecktiefe
PE, PP, PVDF
PE, PP, PVDF
PE, PP, PVDF
d (mm)
b (mm)
l (mm)
16
2
13
20
2
14
25
2
16
32
2
18
40
2
20
50
2
23
63
3
27
75
3
31
90
3
35
110
3
41
125
3
46
Bild 1
Tabelle 1







































































