





























Deutsch
D
5.5.4. Schweißposition
Es gibt vier Hauptpositionen:
•
Oberfläche
die Elektrode wird von oben
angebracht und die zu schweißenden Teile sind in
einer horizontaler Position.
•
Vorderfläche
die Elektrode wird horizontal
angebracht und die zu schweißenden Teile sind in
einer vertikaler Position.
• Vertikal die Elektrode arbeitet vertikal und die zu
schweißenden Teile sind in der gleichen Position.
Dies wird in zwei Positionen unterteilt:
Vertikales Ausfahren:
die Elektrode bewegt sich
nach oben;
Vertikales Einfahren:
die Elektrode bewegt sich
nach unten.
Notabene:
Schweißen mit Einfahren braucht
Ausrüstung, wobei für das Schweißen mit Ausfahren
nur eine langsame Bewegung notwendig ist, die das zu
schweißende Material erwärmt.
• Oben anliegend:
die Elektrode arbeitet nach
oben, wobei die zu schweißenden Teile eine
horizontale Position haben.
5.5.5. Einschlußstücke in MMA
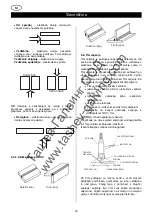
5.6. WIG Schweißen
WIG Schweißen verschweißt das Metall des
Arbeitsstücks durch Nutzung des Lichtbogens
beginnend von der Wolframelektrode, die selbst nicht
schmilzt. Das Schweißbad und die Elektrode sind durch
das Schutzgas geschützt.
WIG Schweißen ist besonders dort von Nutzen, wo
eine hohe Qualität gefordert ist und bei Schweißen
von dünnen Blechen. Die Stromquellen haben auch
gute Eigenschaften für WIG Schweißen. Für das WIG
schweißen müßen die Stromquellen ausgestattet sein
mit:
• einen WIG Brenner mit Gasventil,
• einem Schweißgaszylinder (entsprechendes
Schweißgas),
• ein Schweißgasregulationsgerät (entsprechendes
Gasregulationsgerät)
• entsprechendes Zusatzmaterial, wenn notwendig.
Bewegen Sie den Knopf zur Auswahl des Verfahrens
zu dem gewünschtem Schweißverfahren.
ANMERKUNG: Der Stromquellenausgang ist aktiv.
Prüfen Sie das Schweißkabel und ob die Polung
des WIG Brenners der Anforderung der Elektroden
entspricht.
Wählen Sie das gewünschte Niveau des
Schweißstroms.
In WIG Betrieb ist das Schweißen in allen Positionen
möglich: flach, an Winkeln, am Rand, vertical oder
über Kopf. Weiterhing hat in Vergleich zu anderen
Schweißarten, der Schweißstoß einen höheren
mechanischen Widerstand, einen höheren Widerstand
gegen Korrosion und eine begrenzte Erwärmung an der
Schweißstelle, was Ausbeulung begrenzt.
NACH UNTEN
NACH OBEN
SCHWEIßGUT
ENER TEIL
AUFGESCHMOLZE
EINDRINGUNG
BASISMATERIAL
S
SCHUTZGAS
RUNDSTAB
BRENNER
TROM
ELEKTRONISCHER ST
INERTGAS
DE
WOLFRAMELEKTROD
Stumpfstoßverbindung
Eckstoßverbindung
Überlappstoß-Verbindung
T-Stoß
22
Та
ше
в
-
Га
лв
ин
г
ОО
Д
www.tashev-galving.com
Summary of Contents for WMEm 136
Page 3: ...w w w t a s h e v g a l v i n g c o m...
Page 14: ...14 w w w t a s h e v g a l v i n g c o m...
Page 24: ...24 w w w t a s h e v g a l v i n g c o m...
Page 34: ...34 w w w t a s h e v g a l v i n g c o m...
Page 44: ...44 w w w t a s h e v g a l v i n g c o m...
Page 46: ...1 1 2 3 4 1 1 2002 96 EC 1 2 46 w w w t a s h e v g a l v i n g c o m...
Page 47: ...1 3 47 w w w t a s h e v g a l v i n g c o m...
Page 54: ...1 1 2 3 4 1 1 BG 2002 96 EC 1 2 54 w w w t a s h e v g a l v i n g c o m...
Page 55: ...1 2 BG 55 w w w t a s h e v g a l v i n g c o m...
Page 61: ...6 2 7 MCB 8 Elektro Maschinen Elektro Maschinen 9 BG 61 w w w t a s h e v g a l v i n g c o m...
Page 64: ...w w w t a s h e v g a l v i n g c o m...
Page 69: ...w w w t a s h e v g a l v i n g c o m...





















































